
1. м„ң лЎ
мһҗмӣҗкі к°ҲлЎң мқён•ң мӣҗмһҗмһ¬ к°ҖкІ© мғҒмҠ№мқҙ мҡ°л ӨлҗҳлҠ” мғҒнҷ©м—җм„ң мҲҳмӢ¬ 5,000лҜён„°мқҳ мӢ¬н•ҙ м—°м•Ҫм§Җл°ҳм—җ мЎҙмһ¬н•ҳлҠ” л§қк°„ лӢЁкҙҙлҠ” л§Өмҡ° нҒ° кІҪм ңм„ұмқ„ м§ҖлӢҲкі мһҲлӢӨ(Hong, 2010a; Chi and Hong, 2014). көӯлӮҙм—җм„ңлҠ” 94л…„л¶Җн„° мӢ¬н•ҙм Җ кҙ‘л¬јмһҗмӣҗ к°ңл°ң м—°кө¬лҘј м§ҖмҶҚн•ҙмҳҙмңјлЎңмҚЁ мӢ¬н•ҙм Җ мұ„кҙ‘кё°мҲ 분야м—җм„ң м„ лҸ„ кё°мҲ ліҙмң көӯмқҳ мң„м№ҳм—җ 진мһ…н• мҲҳ мһҲкІҢ лҗҳм—ҲлӢӨ(Hong et al., 2006; Hong., 2010b). мқҙлҹ¬н•ң м„ұкіјлҠ” көӯм ңн•ҙм Җкё°кө¬(International Sea-bed Authority, ISA) л°Ҹ нғҗмӮ¬мІҙм•Ҫмһҗл“Өм—җкІҢлҸ„ мқём •л°ӣкІҢ лҗЁмңјлЎңмҚЁ, н–Ҙнӣ„ кіөн•ҙмғҒ мӢ¬н•ҙм Җкҙ‘л¬јмһҗмӣҗ к°ңл°ңк·ңм№ҷ(Mining Code) м ңм •м—җ мһҲм–ҙм„ң лҢҖн•ңлҜјкөӯмқҳ мЈјлҸ„м Ғмқё м°ём—¬к°Җ к°ҖлҠҘн•ҳкІҢ лҗҳм—ҲлӢӨ. 2020л…„кІҪ м ңм •мқҙ мҳҲмғҒлҗҳкі мһҲлҠ” ISAмқҳ к°ңл°ңк·ңм№ҷмқҖ мӢ¬н•ҙм Җкҙ‘м—…мқҙлһҖ мӢ мӮ°м—… нғңлҸҷмқҳ к·јк°„мқҙ лҗ кІғмқҙкі мқҙлҹ¬н•ң к°ңл°ңк·ңм№ҷмқҳ м ңм • кіјм •м—җлҠ” мұ„кҙ‘мӢңмҠӨн…ңмқҳ лҢҖк·ңлӘЁ мӢӨмҰқ мӢңн—ҳмқҙ мҡ”кө¬лҗ кІғмңјлЎң мҳҲкІ¬лҗҳкё°м—җ м„ лҸ„ кё°мҲ ліҙмң көӯмңјлЎңм„ңмқҳ м—ӯн• мҲҳн–үм—җ лҢҖн•ң мӨҖ비к°Җ н•„мҡ”н•ҳлӢӨ. мқҙм—җ лҢҖн•ң мӨҖ비лЎң м„ л°•н•ҙм–‘н”ҢлһңнҠё м—°кө¬мҶҢм—җм„ңлҠ” к°Ғ л¶Җ분м—җ лҢҖн•ң мҳҲ비нҢҢмқјлҹҝ м„ұлҠҘмӢӨмҰқ мӢңн—ҳ(PPMT, pre-pilot mining test)мқ„ кі„нҡҚ, мӢӨмҰқ мӢңн—ҳ лӢЁкі„м—җ мқҙлҘҙл ҖлӢӨ(Yeu et al., 2013).
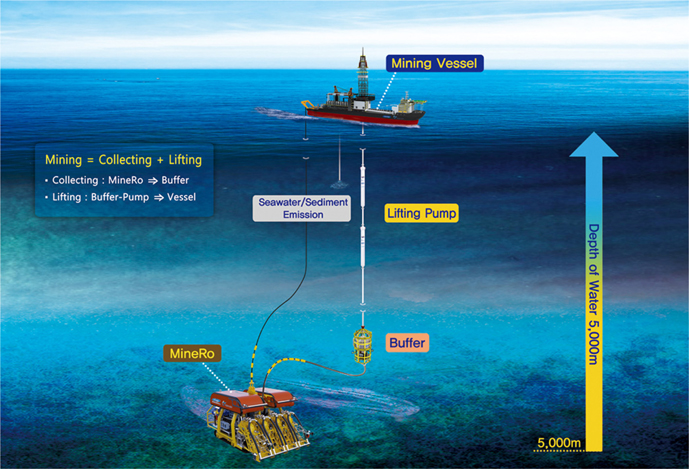
мӢ¬н•ҙм Җ л§қк°„лӢЁкҙҙ мұ„кҙ‘мӢңмҠӨн…ңмқҖ к°ңл…җм ҒмңјлЎң мӢ¬н•ҙм—җ л¶ҖмЎҙн•ҳлҠ” л§қк°„лӢЁкҙҙлҘј 집кҙ‘н•ҳлҠ” 집кҙ‘мӢңмҠӨн…ңкіј 집кҙ‘лҗң л§қк°„лӢЁкҙҙлҘј м„ мғҒк№Ңм§Җ лҒҢм–ҙмҳ¬лҰ¬лҠ” м–‘кҙ‘мӢңмҠӨн…ңмңјлЎң кө¬л¶„лҗңлӢӨ(Hong et al., 2007). мқҙм—җ лҢҖн•ң к°ңл…җлҸ„лҠ” Fig. 1кіј к°ҷлӢӨ. 집кҙ‘мӢңмҠӨн…ңм—җ лҢҖн•ң м—°кө¬лЎңлҠ” 2007л…„ мғҒм—… мұ„кҙ‘лҹүмқҳ 1/20 к·ңлӘЁлЎң мӢңн—ҳ 집кҙ‘кё°к°Җ м ңмһ‘лҗҳм—Ҳмңјл©° 2010л…„ лҸҷн•ҙ 130лҜён„° к№Ҡмқҙмқҳ к·јн•ҙм—җм„ң мӢӨмҰқ мӢңн—ҳмқ„ нҶөн•ҙ 집кҙ‘м„ұлҠҘмқ„ нҷ•мқён•ҳмҳҖлӢӨ(Park et al., 2010). 2012л…„м—җлҠ” мғҒм—… мұ„кҙ‘лҹүмқҳ 1/4 к·ңлӘЁмқҳ нҢҢмқјлҹҝ 집кҙ‘лЎңлҙҮмқҙ м ңмһ‘лҗҳм—Ҳмңјл©° 2013л…„ лҸҷн•ҙ 1,300лҜён„° к№Ҡмқҙмқҳ к·јн•ҙм—җм„ң мӢӨмҰқ мӢңн—ҳмқҙ мқҙлЈЁм–ҙ진 л°” мһҲлӢӨ(Yeu et al., 2012; Yeu et al., 2013). н•ңнҺё м–‘кҙ‘мӢңмҠӨн…ңм—җ лҢҖн•ң м—°кө¬лҠ” 2009л…„ л¶Ҳм—°мҶҚм ҒмңјлЎң 집кҙ‘лҗҳлҠ” л§қк°„лӢЁкҙҙлҘј мһ„мӢң м ҖмһҘ, мқјм •н•ң м–‘мңјлЎң м„ мғҒмңјлЎң мҶЎм¶ңн•ҳкё° мң„н•ң мӢңмҠӨн…ңмқё лІ„нҚјмӢңмҠӨн…ңмқҙ к°ңл°ңлҗҳм—Ҳмңјл©° 2,000лҜён„°мқҳ мҲҳл‘җм—җ л§қк°„лӢЁкҙҙлҘј мҶЎм¶ңн• мҲҳ мһҲлҠ” 6лӢЁ мӣҗмӢ¬нҺҢн”„лҘј к°Җм§Җкі мһҲлҠ” м–‘кҙ‘нҺҢн”„к°Җ к°ңл°ңлҗҳм—ҲлӢӨ. мқҙ л‘җ к°ңмқҳ мӢңмҠӨн…ңм—җ лҢҖн•ң мҲҳмЎ°мӢӨн—ҳмқҖ мӢӨмӢңлҗҳм—Ҳм§Җл§Ң м–‘кҙ‘мӢңмҠӨн…ңмқҳ нҶөн•©м Ғмқё мӢӨмҰқ мӢңн—ҳмқҖ м•„м§Ғ мқҙлЈЁм–ҙм§Җм§Җ м•Ҡм•ҳлӢӨ.
ліё м—°кө¬лҠ” нҢҢмқјлҹҝ м–‘кҙ‘мӢңмҠӨн…ңмқҳ мҳҲ비нҢҢмқјлҹҝ м„ұлҠҘ мӢӨмҰқ мӢңн—ҳмқ„ мң„н•ң м„ мғҒ м„Ө비мқҳ м„Өкі„к°Җ лӘ©м ҒмқҙлӢӨ. м–‘кҙ‘мӢңмҠӨн…ң м„ұлҠҘ мӢӨмҰқ мӢңн—ҳмқ„ мң„н•ң м„ мғҒ м„Ө비лҠ” кё°мЎҙ мҳӨмқј мӢң추лҘј мң„н•ң н•ҙм–‘н”ҢлһңнҠё мһҘ비мҷҖлҠ” мҡҙмҡ© лӘ©м Ғ, лӢЁкҙҙ мІҳлҰ¬ л°©лІ• л“ұм—җ м°Ёмқҙк°Җ мһҲлӢӨ. мҰү, мІҳмқҢ мӢңлҸ„лҗҳлҠ” мһҘ비л“ӨлЎңмҚЁ мһҗмІҙ м„Өкі„, м ңмһ‘лҗҳкё° л•Ңл¬ём—җ к·ё мң„н—ҳлҸ„лҠ” л§Өмҡ° нҒ¬лӢӨкі н• мҲҳ мһҲлӢӨ. л”°лқјм„ң ліё м—°кө¬м—җм„ңлҠ” мң„н—ҳлҸ„м—җ л”°лҘё к°Ғ мӢңмҠӨн…ңмқҳ л°°м№ҳлҘј мҲҳн–үн•ҳкі FMEA(failure mode and effect analysis) 분м„қмқ„ нҶөн•ҙ к°ңл…җ м„Өкі„л¶Җн„° м ңмһ‘, мҡҙмҡ©к№Ңм§Җ л°ңмғқн• мҲҳ мһҲлҠ” кі мһҘлӘЁл“ңлҘј мӢқлі„н•ҳм—¬ мң„н—ҳлҸ„лҘј мөңмҶҢнҷ” н• мҲҳ мһҲлҠ” лҢҖмқ‘ л°©м•Ҳмқ„ м ңмӢңн•ңлӢӨ. 분м„қ кІ°кіј м ңмӢңлҗң лҢҖмқ‘ л°©м•ҲмқҖ кі мң„н—ҳлҸ„ мһҘ비мқҳ мһ мһ¬лҗң к·ёлҰ¬кі л°ңмғқ к°ҖлҠҘн•ң мң„н—ҳмҡ”мҶҢ л°Ҹ к·ё мӣҗмқёкіј кІ°кіјлҘј мІҙкі„м ҒмңјлЎң л°©м§Җн• мҲҳ мһҲлӢӨ(Shafiee and Fateme, 2014).
2. м–‘кҙ‘мӢңмҠӨн…ң м„ұлҠҘ мӢӨмҰқ мӢңн—ҳ кө¬м„ұ
2.1 м–‘кҙ‘мӢңмҠӨн…ң м„ұлҠҘ мӢӨмҰқ мӢңн—ҳ мӨҖ비
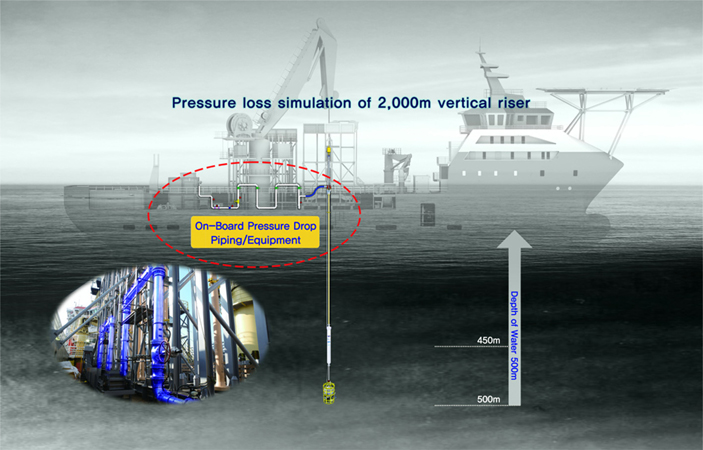
м–‘кҙ‘мӢңмҠӨн…ң м„ұлҠҘ мӢӨмҰқ мӢңн—ҳмқҳ лӘ©н‘ңлҠ” 2,000m мҲҳмӢ¬мқҳ л§қк°„лӢЁкҙҙлҘј м–‘кҙ‘нҺҢн”„к°Җ кҙҖмҶҗмӢӨмқ„ мқҙкІЁлӮҙкі мҲҳмғҒмңјлЎң м–‘м •н• мҲҳ мһҲлҠ”к°ҖлҘј мӢӨн—ҳн•ҳлҠ” кІғмқҙлӢӨ. н•ҳм§Җл§Ң мӢӨн—ҳ 비мҡ©мқҳ н•ңкі„лЎң м–‘кҙ‘кҙҖмқ„ мҲҳмӢ¬ 2,000mк№Ңм§Җ м„Өм№ҳн•ҳлҠ” кІғмқҖ л¶Ҳк°ҖлҠҘн•ҳмҳҖлӢӨ. л”°лқјм„ң м–‘кҙ‘нҺҢн”„мқҳ мһ‘лҸҷмҲҳмӢ¬мқё 500mм—җ л§һ추м–ҙ м–‘кҙ‘мӢңмҠӨн…ңмқ„ м„Өм№ҳн•ҳкі мҲҳмӢ¬ 2,000m лҢҖ비 м–‘кҙ‘кҙҖ 축мҶҢм—җ мқҳн•ҙ л°ңмғқн•ҳлҠ” нҺҢн”„мқҳ м–‘м • л¬ём ңлҠ” Fig. 2мҷҖ к°ҷмқҙ м–‘кҙ‘кҙҖ н•ҳлӢЁ нқЎмһ…л¶Җм—җ л°ёлёҢлҘј м„Өм№ҳн•ҳм—¬ кҙҖмҶҗмӢӨ л°ңмғқмқ„ лӘЁмӮ¬н•ЁмңјлЎңмҚЁ н•ҙкІ°н•ҳмҳҖлӢӨ.
м–‘кҙ‘нҺҢн”„мқҳ м„ұлҠҘ(мң лҹү, м–‘м •, мҠ¬лҹ¬лҰ¬ мқҙмҶЎ) л°Ҹ лІ„нҚјмӢңмҠӨн…ңмқҳ м„ұлҠҘ(лӢЁкҙҙ ліҙкҙҖ, лӢЁкҙҙ н”јл”©) мӢӨмҰқмқ„ м§Җмӣҗн•ҳкё° мң„н•ҙм„ң мӢңн—ҳ м„ л°•мқҖ 충분н•ң нҒ¬кё°мқҳ л¬ён’Җ(Moon-pool), лҠҘлҸҷмҡҙлҸҷліҙмғҒнҳ•(AHC, acitve heave compensation) лҢҖмҡ©лҹү нҒ¬л Ҳмқё, кі м„ұлҠҘ DPS л“ұмқ„ кё°ліё м ңмӣҗмңјлЎң к°–м¶”кі мһҲлҠ” OSV(offshore support vessel)мқ„ мӮ¬мҡ©н•ҙм•ј н•ңлӢӨ. ліё мӢңн—ҳм—җм„ңлҠ” м„ мһҘ 94.6m, м„ нҸӯ 20m, мҙқ нҶӨмҲҳ 4,425нҶӨ, DP2, AHC 100нҶӨ, Moon-pool 6.5mГ—6.5m л“ұмқҳ м ңмӣҗмқ„ к°Җм§ҖлҠ” OSVмқ„ м§Җмӣҗ м„ л°•мңјлЎң м„ м •н•ҳмҳҖлӢӨ.
2.2 м–‘кҙ‘мӢңмҠӨн…ң кө¬м„ұ
м–‘кҙ‘мӢңмҠӨн…ң кө¬м„ұмқ„ мӮҙнҺҙліҙл©ҙ Fig. 3кіј к°ҷмқҙ м–‘кҙ‘нҺҢн”„, лІ„нҚј, м–‘кҙ‘кҙҖмқҙ мЎҙмһ¬н•ңлӢӨ. лЁјм Җ м–‘кҙ‘нҺҢн”„лҠ” Blushless м „кё°лӘЁн„°мҷҖ 6лӢЁ мӣҗмӢ¬нҺҢн”„лҘј мӮ¬мҡ©н•ҳлҠ” мӢ¬м •нҺҢн”„ к°ңл…җмқҳ нҺҢн”„лЎңмҚЁ мң лҹү 500m3/h, м–‘м • 26.5bar, м„Өм№ҳмҲҳмӢ¬ 400m нҶ м¶ңм••л Ҙ 45.3bar, нқЎмһ…м••л Ҙ 18.9bar, м „кё°лӘЁн„° 800kW(6.6kV, 3мғҒ/4к·№, 60Hz) л“ұмқҳ м„Өкі„мӮ¬м–‘мқ„ к°–лҠ” нҺҢн”„мқҙлӢӨ.
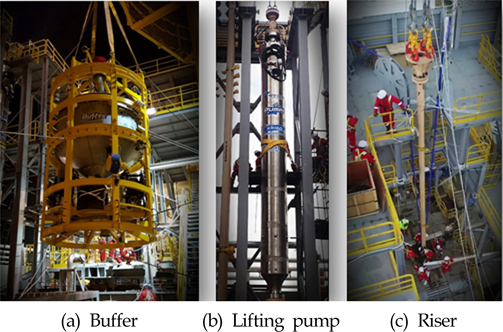
лІ„нҚјлҠ” мӢңк°„м ҒмңјлЎң л¶Ҳк·ңм№ҷн•ң 집кҙ‘кіөм •кіј м•Ҳм „м„ұ л°Ҹ нҡЁмңЁм„ұмқҙ мҡ”кө¬лҗҳлҠ” м–‘кҙ‘кіөм •мқ„ мӣҗнҷңнһҲ м—°кІ°мӢңнӮӨкё° мң„н•ҙ мӨ‘к°„м ҖмһҘкё°лҠҘ(лІ„нҚјл§Ғ)кіј мҠ¬лҹ¬лҰ¬ кҙҖмң лҸҷ ліҙмһҘкё°лҠҘмқ„ к°Җм§ҖлҠ” мӢңмҠӨн…ңмңјлЎң м„ л°•н•ҙм–‘н”ҢлһңнҠё м—°кө¬мҶҢм—җм„ң лҸ…мһҗ к°ңл°ңлҗҳм—ҲлӢӨ(Yeu et al., 2012). лІ„нҚјлҠ” мғҒл¶Җмқҳ мӨ‘к°„м ҖмһҘ нҳёнҚј(Hopper), нҳёнҚј н•ҳл¶Җмқҳ лӢЁкҙҙкіөкёүм ңм–ҙмһҘм№ҳ(Feeder), мҷёл¶Җл°°кҙҖ(мқёмһ…, нҶ м¶ң), м „кё°мң м••м ңм–ҙмӢңмҠӨн…ң, л°©н–Ҙм ңм–ҙ 추진기(Thruster) 2лҢҖ л“ұмңјлЎң кө¬м„ұлҗңлӢӨ. нҳёнҚјлҠ” м ҖмһҘмҡ©м Ғ 6m3мңјлЎң мөңлҢҖ 7нҶӨмқҳ л§қк°„лӢЁкҙҙлҘј м ҖмһҘн• мҲҳ мһҲмңјл©°, Feederмқҳ кіөкёүмҡ©лҹүмқҖ нҸүк· 10kg/s(мөңлҢҖ 15kg/s)мқ„ к°–лҸ„лЎқ мҠӨнҒ¬лҘҳ л°©мӢқмңјлЎң к°ңл°ңлҗҳм—ҲлӢӨ. лІ„нҚј мӢңмҠӨн…ңмқҳ FeederмҷҖ л°©н–Ҙм ңм–ҙ ThrusterлҠ” мң м••мңјлЎң мһ‘лҸҷлҗҳл©° мӣҗкІ©мӢӨмӢңк°„мңјлЎң м ңм–ҙлҗңлӢӨ.
м–‘кҙ‘кҙҖмқҖ көӯлӮҙ лҜјк°„кё°м—…мқҳ нҠ№н—Ҳкё°мҲ мқё SAW(submerged arc welding) л°©лІ•мқ„ мӮ¬мҡ©н•ҙм„ң API 5L X80 мһ¬м§Ҳмқҳ м–‘кҙҖкҙҖмқҙ к°ңл°ңлҗҳм—ҲлӢӨ. н”Ңлһңм§Җ к·ңкІ©мқҖ API 6A 6B 5000psi(м–‘кҙ‘кҙҖ)/10000psi(м–‘кҙ‘нҺҢн”„) л°Ҹ ASTM A182 F22 Class 3м—җ л”°лқјм„ң көӯлӮҙ м ңмһ‘лҗҳм–ҙ м–‘кҙ‘кҙҖкіј мҡ©м ‘лҗҳм—ҲлӢӨ. лӢЁмң„ м–‘кҙ‘кҙҖмқҳ кёёмқҙлҠ” 12.5m, лӮҙкІҪ 202.7mm, л‘җк»ҳ 8.2mmлЎң м ңмһ‘лҗҳм—ҲлӢӨ. ліё мӢңн—ҳмқ„ мң„н•ҙ мҙқ 38ліёмқҳ м–‘кҙ‘кҙҖмқҙ мӮ¬мҡ©лҗҳм—ҲлӢӨ.
2.3 мӢңн—ҳм§Җмӣҗмқ„ мң„н•Ё н•„мҡ” м„ мғҒ кө¬мЎ°л¬ј к°ңл…җм„Өкі„
м–‘кҙ‘мӢңмҠӨн…ң мӢӨмҰқмӢңн—ҳмқҳ мҡҙмҡ©лҸ„лҠ” Fig. 4мҷҖ к°ҷлӢӨ.
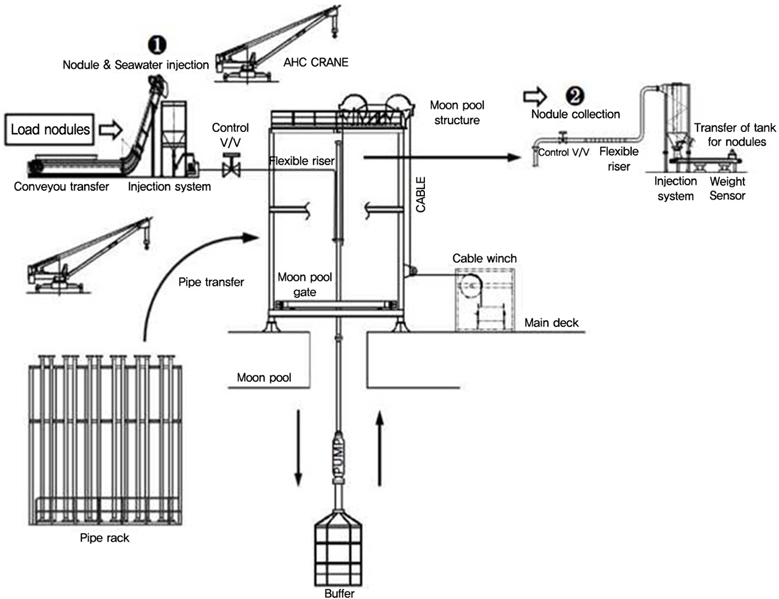
ліё мӢңлӮҳлҰ¬мҳӨлҠ” нҒ¬кІҢ м–‘кҙ‘мӢңмҠӨн…ң 진/нҡҢмҲҳ мһ‘м—…, лӢЁкҙҙ нҲ¬мһ…/нҡҢмҲҳмһ‘м—…мңјлЎң кө¬м„ұлҗңлӢӨ. лЁјм Җ м–‘кҙ‘мӢңмҠӨн…ңмқҳ 진/нҡҢмҲҳ мһ‘м—…мқҖ м„ л°•м—җ мһҲлҠ” нҒ¬л Ҳмқёмқ„ мқҙмҡ©н•ҳм—¬ лқјмқҙм Җлһҷм—җ мһҲлҠ” м–‘кҙ‘мӢңмҠӨн…ңмқ„ л¬ён’Җ нғҖмӣҢлҘј нҶөн•ҙ н•ҙм ҖлЎң 진/нҡҢмҲҳ мӢңнӮӨлҠ” мһ‘м—…мқҙлӢӨ. лӢЁкҙҙ нҲ¬мһ…/нҡҢмҲҳ мһ‘м—…мқҖ м–‘кҙ‘мӢңмҠӨн…ң 진мҲҳ л’Ө 진н–үлҗңлӢӨ. м Ғмһ¬лҗң лӢЁкҙҙлҘј лӢЁкҙҙ нҲ¬мһ…мӢңмҠӨн…ңмңјлЎң лІ„нҚјлЎң нҲ¬мһ…н•ң л’Ө лІ„нҚјм—җ м ҖмһҘлҗң лӢЁкҙҙлҘј м–‘кҙ‘нҺҢн”„лЎң м„ мғҒмңјлЎң нҡҢмҲҳн•ҳлҠ” кіјм •мқҙлӢӨ. лҳҗн•ң 2000лҜён„° м–‘м •мқ„ лӘЁмӮ¬н•ҳкё° мң„н•ҙ к°җм••л°°кҙҖмқ„ кұ°м№ң л’Ө лӢЁкҙҙмҷҖ н•ҙмҲҳлҘј 분лҰ¬н•ҳкі лӢЁкҙҙлҠ” м ҖмһҘ, 분лҰ¬лҗң н•ҙмҲҳлҠ” л°°м¶ңн•ҳлҠ” мһ‘м—…мқ„ нҸ¬н•Ён•ңлӢӨ. мқҙлҘј кө¬нҳ„н•ҳкё° мң„н•ҙм„ң м–‘кҙ‘мӢңмҠӨн…ңмқ„ ліҙкҙҖн• мҲҳ мһҲлҠ” лқјмқҙм Җлһҷ, м–‘кҙ‘мӢңмҠӨн…ң м„Өм№ҳ/н•ҙмІҙлҘј мң„н•ң л¬ён’Җ нғҖмӣҢ, м„ мғҒм••л Ҙк°•н•ҳл°°кҙҖ, лӢЁкҙҙ분лҰ¬нҡҢмҲҳ л°Ҹ н•ҙмҲҳл°°м¶ң мӢңмҠӨн…ңмқҙ н•„мҡ”н•ҳлӢӨ. лҳҗн•ң м–‘кҙ‘мӢңмҠӨн…ң м „мІҙлҘј мҡҙмҡ©н• мҲҳ мһҲлҠ” м„ мғҒ нҶөн•©мҡҙмҡ©мӢңмҠӨн…ң, кі м•• м „л Ҙ кіөкёүмқ„ мң„н•ң м„ мғҒл°ңм „кё° л°Ҹ м—„л№ҢлҰ¬м»¬-мңҲм№ҳ(2лҢҖ, лІ„нҚј л°Ҹ нҺҢн”„мҡ©), м–‘кҙ‘нҺҢн”„ кө¬лҸҷ мқёлІ„н„° л“ұмқҙ мЎҙмһ¬н•ңлӢӨ. мқҙлҘј мһҗм„ёнһҲ мӮҙнҺҙліҙл©ҙ лӢӨмқҢкіј к°ҷлӢӨ.
(1) м–‘кҙ‘мӢңмҠӨн…ң 진/нҡҢмҲҳлҘј мң„н•ҙ н”Ңлһңм§Җ мІҙкІ°л°©мӢқмқ„ м„ нғқн•ҳмҳҖлӢӨ. мІҙкІ°мһ‘м—…мқ„ мң„н•ң н”Ңлһ«нҸјмқё л¬ён’Җ нғҖмӣҢлҠ” нҒ¬кё°к°Җ м„ңлЎң лӢӨлҘё м–‘кҙ‘мӢңмҠӨн…ң(лІ„нҚј, м–‘кҙ‘нҺҢн”„, м–‘кҙ‘кҙҖ)мқ„ 진/нҡҢмҲҳ мӢңнӮ¬ мҲҳ мһҲлҸ„лЎқ л¬ён’Җ нғҖмӣҢ л°Ҹ л¬ён’Җ кІҢмқҙнҠё л“ұмқҙ мһҗмІҙ м„Өкі„В·м ңмһ‘лҗҳм—ҲлӢӨ. л¬ён’Җ нғҖмӣҢлҠ” м „мІҙ н•ҳмӨ‘мқ„ м§Җм§Җн•ҳкі к°Ғ мёөл§ҲлӢӨ мһ‘м—… кіөк°„мқҙ нҷ•ліҙлҗҳм–ҙм•ј н•ңлӢӨ. лҳҗн•ң лІ„нҚјмқҳ 진/нҡҢмҲҳлҘј мң„н•ҙ 5m мқҙмғҒ к°ңл°©мқҙ к°ҖлҠҘн•ң л¬ён’Җ кІҢмқҙнҠёк°Җ л§Ҳл Ёлҗҳм–ҙм•ј н•ңлӢӨ.
(2) 500mмқҳ мҲҳмӢ¬к№Ңм§Җ м–‘кҙ‘мӢңмҠӨн…ң 진мҲҳмӢңнӮӨкё° мң„н•ҙ мӮ¬мҡ©лҗң м–‘кҙ‘кҙҖмқҖ 38ліёмқҙлӢӨ. л”°лқјм„ң м–‘кҙ‘кҙҖмқҳ ліҙкҙҖ мһҘмҶҢк°Җ м„ л°• лҚ°нҒ¬ лӮҙл¶Җм—җ л§Ҳл Ёлҗҳм–ҙм•ј н•ңлӢӨ. ліё м—°кө¬м—җм„ңлҠ” лҚ°нҒ¬ л©ҙм Ғмқҳ м ңн•ңмңјлЎң мҲҳм§Ғ кұ°м№ҳмӢқмңјлЎң лқјмқҙм Җ кұ°м№ҳлҢҖлҘј мһҗмІҙ м„Өкі„ м ңмһ‘н•ҳмҳҖлӢӨ.
(3) мҲҳм§Ғ м–‘кҙ‘кҙҖмқҳ кёёмқҙ 축мҶҢ(лӢ№мҙҲ 2,500m вҶ’ ліҖкІҪ 500m)м—җ л”°лҘё кҙҖлӮҙм••л ҘмҶҗмӢӨ м°ЁмқҙлҠ” м„ мғҒл°°кҙҖмқ„ нҶөн•ҙм„ң лӘЁмӮ¬н•ҳлҠ” л°©лІ•мңјлЎң мӢӨмҰқ мӢңн—ҳмқҙ мҲҳн–үлҗҳм—ҲлӢӨ. ліё м—°кө¬м—җм„ңлҠ” Engelmannмқҳ м—°кө¬кІ°кіјм—җ л”°лқј л§қк°„лӢЁкҙҙк°Җ нҸ¬н•Ёлҗң мҠ¬лҹ¬лҰ¬мқҳ 2,000mм—җ лҢҖн•ң м••л ҘмҶҗмӢӨмқ„ мҳҲмёЎн•ҳмҳҖмңјл©°(Engelmann, 1978), мқҙлҘј мғҒнҷ©м—җ л§һкІҢ м••л ҘмҶҗмӢӨмқ„ мЎ°м Ҳн• мҲҳ мһҲлҠ” л°ёлёҢ л°Ҹ кі м •м ҒмңјлЎң нҒ° м••л ҘмҶҗмӢӨмқҙ к°ҖлҠҘн•ң мҳӨлҰ¬н”јмҠӨлҘј мӮ¬мҡ©н•ҳм—¬ л°°кҙҖм„Өкі„лҘј мҲҳн–үн•ҳмҳҖлӢӨ.
(4) нҡҢмҲҳлҗң лӘЁмЎ°лӢЁкҙҙлҘј н•ҙмҲҳмҷҖ 분лҰ¬ нҡҢмҲҳн•ҳлҠ” мһҘм№ҳмҷҖ мқјм •мӢңк°„ лҸҷм•Ҳмқҳ м–‘кҙ‘лҹү м ҖмһҘ мёЎм •н•ҳлҠ” мһҘм№ҳлҘј м„Өкі„В·м ңмһ‘н•ҳмҳҖлӢӨ. м–‘кҙ‘мӢңмҠӨн…ң мӢӨмҰқмӢңн—ҳм—җм„ң лӘ©н‘ңлЎң н•ҳлҠ” лӢЁкҙҙмҠ¬лҹ¬лҰ¬ мң лҹүмқҙ 500m3/hrмқҙкё° л•Ңл¬ём—җ мқҙлҘј мІҳлҰ¬н• мҲҳ мһҲлҸ„лЎқ м„Өкі„лҗҳм–ҙм•ј н•ҳл©° 분лҰ¬лҗң лӢЁкҙҙлҠ” мқҙмҶЎ л°Ҹ м ҖмһҘн•ҳкі н•ҙмҲҳлҠ” м„ л°• л°–мңјлЎң л°°м¶ңлҗ мҲҳ мһҲлҸ„лЎқ м„Өкі„н•ҳмҳҖлӢӨ. кі„нҡҚлҗң лӢЁкҙҙлҶҚлҸ„лҠ” м•Ҫ 3vol%лЎң м•Ҫ 485m3/hrмқҳ н•ҙмҲҳмң лҹүмқ„ м„ л°• л°–мңјлЎң л°°мҲҳн•ҳкё° мң„н•ҙ мҠ¬лҹ¬лҰ¬нҺҢн”„мҷҖ мһҗм—°л°°мҲҳкҙҖмқ„ м—°кІ°н•ҳлҠ” л°©мӢқмқ„ м„ м •н•ҳмҳҖлӢӨ.
(5) лІ„нҚј мӢңмҠӨн…ңкіј м–‘кҙ‘нҺҢн”„ мһ‘лҸҷмқ„ мң„н•ҳм—¬ к°Ғк°Ғмқҳ м—„л№ҢлҰ¬м»¬/мңҲм№ҳ(2кё°)лҘј мЈјл¬ё м„Өкі„В·м ңмһ‘н•ҳмҳҖлӢӨ.
(6) лІ„нҚј-м–‘кҙ‘нҺҢн”„ нҶөн•©мҡҙмҡ©, м„ мғҒл°°кҙҖ мң лҹү/м••л Ҙ мёЎм • л°Ҹ м–‘кҙ‘мҠ¬лҹ¬лҰ¬ мӨ‘лҹү мёЎм • л“ұмқҳ нҶөн•©мҡҙмҡ©лӘЁлӢҲн„°л§Ғмқ„ лӢҙлӢ№н•ҳлҠ” нҶөн•©мҡҙмҡ©мӢңмҠӨн…ң(H/W, S/W)мқҙ мһҗмІҙ к°ңл°ңлҗҳм—ҲлӢӨ.
3. м–‘кҙ‘мӢңмҠӨн…ң м„ұлҠҘ мӢңн—ҳмқ„ мң„н•ң мң„н—ҳлҸ„ кё°л°ҳ м„ мғҒ кө¬мЎ°л¬ј м„Өкі„
ліё м—°кө¬м—җм„ңлҠ” мң„н—ҳлҸ„лҘј кё°л°ҳмңјлЎң м„ мғҒ кө¬мЎ°л¬ј л°°м№ҳ л°Ҹ м„Өкі„лҘј мҲҳн–үн•ҳмҳҖлӢӨ. мҲҳн–ү м Ҳм°ЁлҠ” лЁјм Җ м•һ м Ҳм—җм„ң м •мқҳлҗң к°Ғ мӢңмҠӨн…ңмқҳ мң„н—ҳлҸ„мҷҖ кё°лҠҘмқ„ кі л Өн•ҳм—¬ м„ мғҒ л°°м№ҳлҘј мҲҳн–үн•ҳмҳҖлӢӨ. к·ё л’Ө FMEA 분м„қмқ„ нҶөн•ҙ к°ңл…җ м„Өкі„л¶Җн„° м ңмһ‘, мҡҙмҡ©к№Ңм§Җ л°ңмғқн• мҲҳ мһҲлҠ” кі мһҘлӘЁл“ңлҘј мӢқлі„н•ҳм—¬ нҒ° мң„н—ҳмҡ”мҶҢм—җ лҢҖн•ҙм„ң мң„н—ҳлҸ„ м Җк°җмқ„ мң„н•ң к°ңм„ м„Өкі„ л°Ҹ лҢҖмқ‘л°©м•Ҳмқ„ л§Ҳл Ён•ҳмҳҖлӢӨ. мқҙлҘј кё°л°ҳмңјлЎң мғҒм„ём„Өкі„лҘј мҲҳн–үн•ҳм—¬ м„ мғҒ кө¬мЎ°л¬јмқ„ м ңмһ‘н•ҳмҳҖлӢӨ.
3.1 мң„н—ҳлҸ„ л°Ҹ кё°лҠҘмқ„ кі л Өн•ң м„ мғҒ кө¬мЎ°л¬ј л°°м№ҳ
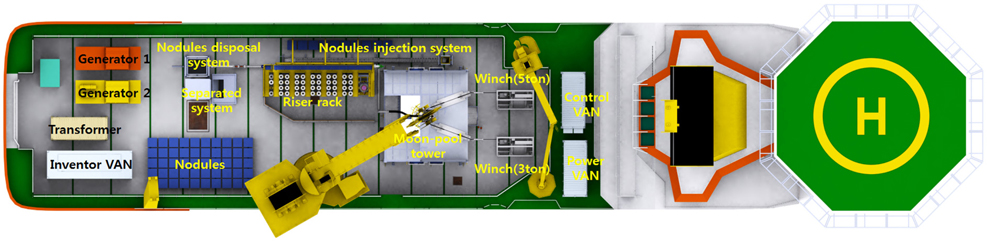
м„ мғҒ кө¬мЎ°л¬јмқҳ л°°м№ҳлҠ” мҡҙмҡ©м Ғмқё мёЎл©ҙлҝҗл§Ң м•„лӢҲлқј м„ л°• н•ҳл¶Җмқҳ кө¬мЎ°, мң„н—ҳлҸ„к№Ңм§Җ лҸҷмӢңм—җ кі л Өлҗҳм–ҙм•ј н•ҳлҠ” л§Өмҡ° мӨ‘мҡ”н•ң м„Өкі„ мҡ”мҶҢмқҙлӢӨ. кё°мЎҙ н•ҙм–‘н”ҢлһңнҠё FPSO(Floating production storage offloading) л°°м№ҳ м„Өкі„ м—ӯмӢң мӨ‘мҡ”н•ң мҡ”мҶҢлЎң к°„мЈјлҗҳм–ҙ м—°кө¬к°Җ 진н–үлҗң л°” мһҲлӢӨ(Ku et al., 2014). ліё мӢӨмҰқмӢңн—ҳмқ„ мң„н•ҙ м„ л°•м—җ м Ғмһ¬н•ҙм•јн•ҳлҠ” мһҘ비 л¬ҙкІҢлҠ” м•Ҫ 280нҶӨмңјлЎң мһҘ비 л¬ҙкІҢмҷҖ мһҘ비мқҳ мң„н—ҳлҸ„лҠ” Table 1кіј к°ҷлӢӨ. кі м•• л°Ҹ нҷ”мһ¬ нҸӯл°ң мң„н—ҳмқҙ л”°лҘҙлҠ” л°ңм „кё° л°Ҹ кі м••мқё лІ„н„° VanмқҖ мһ‘м—… кіөк°„ л°Ҹ мӮ¬лһҢмқҙ л°Җ집н•ң кіікіј к°ҖмһҘ л©ҖлҰ¬ л–Ём–ҙ진 м„ л°• м„ лҜё л¶Җ분м—җ мң„м№ҳн•ҙм•ј н•ңлӢӨ. лҳҗн•ң л°ңм „кё°-кі м••мқёлІ„н„°-м—„л№ҢлҰ¬м»¬/мңҲм№ҳ мӢңмҠӨн…ңмңјлЎң мқҙм–ҙм§ҖлҜҖлЎң м „м„ мқҳ кј¬мһ„мқҙ л°ңмғқн•ҳм§Җ м•ҠлҸ„лЎқ л°°м№ҳлҘј кІ°м •н•ҙм•ј н•ңлӢӨ. кі мң„н—ҳлҸ„ кө°м—җ нҸ¬н•ЁлҗҳлҠ” м—„л№ҢлҰ¬м»¬/мңҲм№ҳ мӢңмҠӨн…ңмқҳ кІҪмҡ° м„ лҜём—җ л°°м№ҳн•ҙм•ј н•ҳлӮҳ л¬ён’Җ нғҖмӣҢк№Ңм§Җ кұ°лҰ¬к°Җ кёём–ҙм§Җкі мӮ¬лһҢмқҳ нҶөн–үмқҙ мһҲлҠ” кіімқ„ м§ҖлӮҳм№ кІҪмҡ° мјҖмқҙлё”мқҳ мҶҗмғҒмқҙ лҚ” нҒ° мң„н—ҳлҸ„лҘј л°ңмғқмӢңнӮЁлӢӨ. л”°лқјм„ң л¬ён’Җ нғҖмӣҢм—җ к°Җк№қкі м–‘кҙ‘мӢңмҠӨн…ң 진/нҡҢмҲҳ мғҒнҷ©мқ„ л°”лЎң нҷ•мқён• мҲҳ мһҲлҠ” л¶Җ분м—җ л°°м№ҳмӢңмј°лӢӨ.

кё°лҠҘм ҒмңјлЎңлҠ” л№ лҘё м–‘кҙ‘мӢңмҠӨн…ң м„Өм№ҳлҘј мң„н•ҙ лқјмқҙм ҖлһҷмқҖ л¬ён’Җ нғҖмӣҢ мёЎл©ҙм—җ м„Өм№ҳн•ҳмҳҖмңјл©°, м•Ҳм „мқ„ мң„н•ҙ л©”мқё нҒ¬л Ҳмқёмқҳ мқҙлҸҷ л°ҳкІҪкіј мӮ¬лһҢмқҳ лҸҷм„ мқҙ кІ№м№ҳм§Җ м•ҠлҸ„лЎқ кі л Өн•ҳм—¬ л°°м№ҳн•ҳмҳҖлӢӨ. к·ёлҰ¬кі к°җм••л°°кҙҖмқҳ кІҪмҡ° лқјмқҙм Җлһҷ кё°л‘Ҙм—җ кі м •н•ҳм—¬ м„Өм№ҳн•ҳмҳҖлӢӨ. к°җм••л°°кҙҖмқҖ мӨ‘ мң„н—ҳлҸ„м—җ мҶҚн•ҳлҜҖлЎң мӮ¬лһҢмқҳ нҶөн–үмқҙ м ңн•ңлҗҳлҠ” кіім—җ л°°м№ҳн•ҙм•ј н•ңлӢӨ. ліё мӢӨмҰқмӢңн—ҳм—җм„ңлҠ” лӢЁкҙҙ нҲ¬мһ…кіј нҡҢмҲҳлҘј м—°мҶҚм ҒмңјлЎң н•ҳм§Җ м•Ҡкё° л•Ңл¬ём—җ лӢЁкҙҙ нҲ¬мһ… мӢңмҠӨн…ңмқҙ мң„м№ҳн•ң л¶Җ분과 к°җм••мһҘм№ҳлҘј к°ҷмқҙ мң„м№ҳмӢңмјң нҲ¬мһ…н• л•ҢлҠ” мӮ¬лһҢмқҙ м§ҖлӮҳлӢӨлӢҲлҠ” кіөк°„мңјлЎң нҡҢмҲҳн• л•ҢлҠ” мӮ¬лһҢмқҳ м¶ңмһ…мқ„ м ңн•ңн•ҳлҸ„лЎқ л°°м№ҳн•ҳмҳҖлӢӨ. нҡҢмҲҳмӢңмҠӨн…ңмқҖ нҒ° мҶҢмқҢмқҙ л°ңмғқн•ҳкі л§ҺмқҖ м–‘мқҳ л¬јмқҙ л°ңмғқн•ҳм—¬ мӮ¬лһҢмқҙ лҜёлҒ„лҹ¬м§Ҳ мҲҳ мһҲмңјлҜҖлЎң мғҒлҢҖм ҒмңјлЎң м„ лҜё м§Җм—ӯм—җ л°°м№ҳн•ҳмҳҖлӢӨ. н•ҳм§Җл§Ң н•ҙмҲҳк°Җ л°ңм „кё°, кі м••мқёлІ„н„°м—җ м№ЁнҲ¬н•ҳм§Җ м•ҠлҸ„лЎқ л‘җ мӢңмҠӨн…ңк°„мқҳ мқҙкІ© кұ°лҰ¬ л°Ҹ 분лҰ¬лҢҖлҘј м„Өм№ҳ, л°ңм „кё° л°Ҹ кі м••мқёлІ„н„°лҘј лҶ’м—¬м„ң м„Өм№ҳн•ҳлҸ„лЎқ н•ҳм—¬ мң„н—ҳлҸ„лҘј м ңкұ°н•ҳмҳҖлӢӨ. л§Ҳм§Җл§үмңјлЎң Control VanмқҖ кёҙкёү мғҒнҷ© мӢң мӮ¬лһҢмқҙ л№ЁлҰ¬ 진мһ…н• мҲҳ мһҲм–ҙм•ј н•ҳл©° лӘЁл“ мӢңмҠӨн…ңмқ„ м ңм–ҙн•ҙм•ј н•ҳлҜҖлЎң к°ҖмһҘ к°Җк№Ңмҡҙ A лҚ°нҒ¬м—җ м„Өм№ҳн•ҳмҳҖлӢӨ. м„ л°• мң„м—җ м„Өм№ҳлҗҳлҠ” лӘЁл“ мӢңмҠӨн…ңмқҖ н•ҳмӨ‘кіј м„ л°• н•ҳл¶Җмқҳ л©”мқё н”„л Ҳмһ„к°„мқҳ м•Ҳм •м„ұмқ„ кі л Өн•ҳм—¬ м •нҷ•н•ң мң„м№ҳлҘј кІ°м •н•ҳмҳҖкі DNV-GL(Det Norske Veritas/Germanischer Lloyd)мқҳ мҠ№мқёмқ„ л°ӣм•„ 진н–үн•ҳмҳҖлӢӨ. мқҙм—җ л”°лҘё м „мІҙ л°°м№ҳлҸ„лҠ” Fig. 5мҷҖ к°ҷлӢӨ.
3.2 FMEA 분м„қ
м–‘кҙ‘мӢңмҠӨн…ң мӢӨмҰқ мӢңн—ҳмқ„ мң„н•ң м„ мғҒ м„Ө비лҠ” мһҗмІҙ к°ңл°ң, м ңмһ‘лҗҳлҠ” л¶Җ분мқҙкё° л•Ңл¬ём—җ мң„н—ҳлҸ„ нҸүк°Җк°Җ н•„мҲҳм ҒмқҙлӢӨ. мң„н—ҳлҸ„ нҸүк°ҖлҠ” лЁјм Җ м–‘кҙ‘мӢңмҠӨн…ң нҶөн•© мҡҙмҡ©м—җм„ң л°ңмғқн• мҲҳ мһҲлҠ” кі мһҘлӘЁл“ңлҘј 분м„қн•ҳкі , мқҙкІғмқҳ л°ңмғқ л№ҲлҸ„мҷҖ л°ңмғқм—җ л”°лҘё мҶҗмғҒ/н”јн•ҙ м •лҸ„лҘј к°қкҙҖм ҒмңјлЎң 분м„қн•ҳлҠ” кІғмқҙлӢӨ. лӢӨмқҢмңјлЎңлҠ” 분м„қлҗң кі мһҘлӘЁл“ңмқҳ н”јн•ҙлҘј мөңмҶҢнҷ” н• мҲҳ мһҲлҠ” лҢҖмқ‘ л°©м•Ҳмқ„ м ңмӢңн•ҳкі , мқҙлҘј нҶөн•ҙ л°ңмғқл№ҲлҸ„мҷҖ мҶҗмғҒ/н”јн•ҙмқҳ м Җк°җ м •лҸ„лҘј мҳҲмёЎн•ҳлҠ” кІғмқҙлӢӨ.
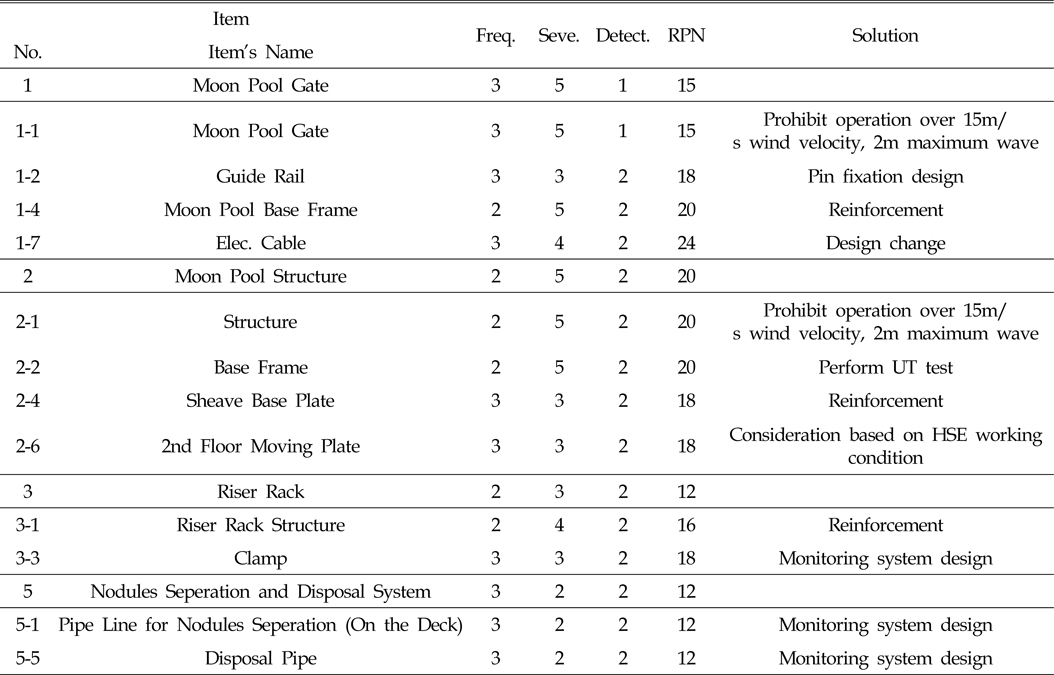
FMEA 분м„қмқҖ лҢҖмғҒ мӢңмҠӨн…ңм—җ мһ мһ¬лҗң к·ёлҰ¬кі л°ңмғқ к°ҖлҠҘн•ң кі мһҘлӘЁл“ң л°Ҹ к·ё мӣҗмқёкіј кІ°кіјлҘј мІҙкі„м ҒмңјлЎң л№ м§җм—Ҷмқҙ мӢқлі„н• мҲҳ мһҲмңјл©°, FMEA мӨ‘м—җ л…јмқҳлҗҳкі кІ°м •лҗң мң„н—ҳлҸ„ м§ҖмҲҳлҘј нҶөн•ҙ лҢҖмғҒмӢңмҠӨн…ңмқҳ м „л°ҳм Ғмқё м•Ҳм „м„ұ мҲҳмӨҖмқ„ м •м„ұм Ғ(Qualitative) лҳҗлҠ” мӨҖм •лҹүм Ғ(Semi-quantitative)мңјлЎң нҷ•мқён• мҲҳ мһҲлӢӨ. мӢқлі„лҗң мң„н—ҳмҡ”мҶҢл“Өмқҳ мӣҗмқёкіј кІ°кіјлҘј м Ғм ҲнһҲ м ңм–ҙн•ҳм—¬ н•ҙлӢ№ мң„н—ҳлҸ„лҘј к°җмҶҢмӢңнӮӨкё° мң„н•ң лҢҖмқ‘ л°©м•Ҳ, мҰү м•Ҳм „мӢңмҠӨн…ңмқ„ н•©лҰ¬м Ғмқҙкі нҡЁкіјм ҒмңјлЎң лҸ„м¶ңн•ҙ лғ„мңјлЎңмҚЁ лҢҖмғҒ мӢңмҠӨн…ңмқ„ ліҙлӢӨ м•Ҳм „н•ҳкі мӢ лў°н• мҲҳ мһҲлҠ” мҲҳмӨҖмңјлЎң к°ңл°ңн• мҲҳ мһҲкІҢ н•ҳлҠ” кІғ лҳҗн•ң FMEAмқҳ мӨ‘мҡ”н•ң м—ӯн• мқҙмһҗ лӘ©м Ғмқҙлқј н• мҲҳ мһҲлӢӨ. ліё м—°кө¬м—җм„ңлҠ” л°ңмЈјмІҳ, м„Өкі„, м ңмһ‘ л°Ҹ к°җмӮ¬ м—…мІҙл“Өмқ„ нҸ¬н•Ён•ҳм—¬ FMEA к·ёлЈ№мқ„ кө¬м„ұн•ҳмҳҖкі 3лІҲмқҳ нҡҢмқҳм—җ кұ°міҗ FMEA 분м„қмқ„ мӢӨмӢңн•ҳмҳҖлӢӨ. м–‘кҙ‘мӢңмҠӨн…ң мӢӨмҰқмӢңн—ҳмқ„ мң„н•ң м–‘кҙ‘мӢңмҠӨн…ңмқҳ мҲҳмӨ‘ 진/нҡҢмҲҳ м„Өм№ҳ, кё°лҸҷ л°Ҹ м–‘кҙ‘, м„ мғҒ분лҰ¬ л°Ҹ мІҳлҰ¬кіјм • мғҒнҷ©м—җм„ңмқҳ лӘЁл“ кі мһҘлӘЁл“ңлҘј мӢқлі„н•ҳмҳҖлӢӨ. к°Ғ кі мһҘлӘЁл“ңмқҳ л№ҲлҸ„, мҳҒн–Ҙ м •лҸ„лҘј Table 3м—җ мғҒм„ёнһҲ н‘ңкё°н•ҳмҳҖлӢӨ. нҠ№нһҲ, м–‘кҙ‘мӢңмҠӨн…ңмқҳ 진/нҡҢмҲҳ мһ‘м—… мӨ‘ мһҘ비 충лҸҢ, л¬ён’Җ кІҢмқҙнҠё л Ҳмқј мқҙнғҲ, н•ҳмӨ‘м—җ мқҳн•ң нҢҢмҶҗ л°Ҹ ліҖнҳ•, лӢЁкҙҙ нҡҢмҲҳ мӢңмҠӨн…ңмқҳ л§Ҳм°° л°Ҹ мқҙл¬јм§ҲлЎң мқён•ң лҲ„мҲҳ лҳҗлҠ” мһ‘лҸҷ л¶ҲлҠҘмқҙ мң„н—ҳлҸ„к°Җ л§Өмҡ° лҶ’мқҖ кІғмңјлЎң нҢҢм•…лҗҳм—ҲлӢӨ. нҠ№нһҲ лӢЁкҙҙ нҡҢмҲҳ мӢңмҠӨн…ңмқҳ кІҪмҡ° мғҒлҢҖм ҒмңјлЎң лҶ’м§Җ м•ҠмқҖ кі мһҘлӘЁл“ңмқҙм§Җл§Ң кІЁмҡёмІ мӢӨн—ҳмқҙкё° л•Ңл¬ём—җ кІ°л№ҷ, мһ‘м—…мһҗмқҳ мғҒн•ҙлҘј кі л Өн•ҳм—¬ м„ м •н•ҳмҳҖлӢӨ. мӢқлі„лҗң лҶ’мқҖ кі мһҘлӘЁл“ңлҠ” мҡҙмҡ© нҷҳкІҪ к°Җмқҙл“ңлқјмқё кө¬м¶•, кө¬мЎ° ліҖкІҪ, кө¬мЎ° л¶Ҳлҹү кІҖмӮ¬ мӢңмҠӨн…ң кө¬м¶•, мң„н—ҳ к°җм§Җ н”„лЎңм„ёмҠӨ 추к°Җ л°Ҹ мһ‘м—…мһҗмқҳ к°җмӢң лҳҗлҠ” к°Ғлі„н•ң мЈјмқҳ л“ұмқҳ нҳ•нғңлЎң л°©м•Ҳмқҙ л§Ҳл Ёлҗҳм—ҲлӢӨ. мқҙлҠ” Table 2м—җ н‘ңкё°лҗҳм–ҙ мһҲлӢӨ.

4. м„ мғҒ кө¬мЎ°л¬ј мғҒм„ё м„Өкі„ л°Ҹ м„Өм№ҳ, мҡҙмҡ©


5. кІ° лЎ
ліё л…јл¬ём—җм„ңлҠ” нҢҢмқјлҹҝ м–‘кҙ‘мӢңмҠӨн…ңмқҳ мҳҲ비нҢҢмқјлҹҝ м„ұлҠҘ мӢӨмҰқмӢңн—ҳ(PPMT)мқ„ мң„н•ҙ к°ңл…җ м„Өкі„ лӢЁкі„м—җм„ң мҡҙмҡ© мӢңлӮҳлҰ¬мҳӨм—җ л”°лқј н•„мҡ”н•ң м„ мғҒ мӢңмҠӨн…ңмқ„ м •мқҳн•ҳкі мқҙлҘј кё°л°ҳмңјлЎң м„ мғҒ м„Ө비мқҳ л°°м№ҳмҷҖ м„Өкі„лҘј мң„н•ҙ FMEA 분м„қмқ„ нҶөн•ҳм—¬ мһ мһ¬лҗң кі мһҘлӘЁл“ңлҘј мӢқлі„н•ҳкі мң„н—ҳлҸ„лҘј мөңмҶҢнҷ” н• мҲҳ мһҲлҠ” лҢҖмқ‘ л°©м•Ҳмқ„ м ңмӢңн•ҳмҳҖлӢӨ. мһҗм„ён•ң лӮҙмҡ©мқҖ лӢӨмқҢкіј к°ҷлӢӨ.
(1) мҡҙмҡ© мӢңлӮҳлҰ¬мҳӨм—җ л”°лҘё н•„мҡ”н•ң м„ мғҒ мӢңмҠӨн…ңмқҖ м–‘кҙ‘мӢңмҠӨн…ңмқ„ ліҙкҙҖн• мҲҳ мһҲлҠ” лқјмқҙм Җлһҷ, м–‘кҙ‘мӢңмҠӨн…ң м„Өм№ҳ/н•ҙмІҙлҘј мң„н•ң л¬ён’Җ нғҖмӣҢ, м„ мғҒм••л Ҙк°•н•ҳл°°кҙҖ, лӢЁкҙҙ분лҰ¬нҡҢмҲҳ л°Ҹ н•ҙмҲҳл°°м¶ң мӢңмҠӨн…ңмқҙлӢӨ. лҳҗн•ң м–‘кҙ‘мӢңмҠӨн…ң м „мІҙлҘј мҡҙмҡ©н• мҲҳ мһҲлҠ” м„ мғҒ нҶөн•©мҡҙмҡ©мӢңмҠӨн…ң, кі м•• м „л Ҙ кіөкёүмқ„ мң„н•ң м„ мғҒл°ңм „кё° л°Ҹ м—„л№ҢлҰ¬м»¬-мңҲм№ҳ(2лҢҖ, лІ„нҚј л°Ҹ нҺҢн”„мҡ©), м–‘кҙ‘нҺҢн”„ кө¬лҸҷ мқёлІ„н„°к°Җ н•„мҡ”н•ҳлӢӨ. мқҙм—җ лҢҖн•ң м Ғм Ҳн•ң м ңмӣҗкіј мҡ”кө¬ мӮ¬н•ӯл“Өмқ„ м •мқҳн•ҳмҳҖлӢӨ.
(2) м„ мғҒ мӢңмҠӨн…ңл“Өмқҳ мң„н—ҳлҸ„ л°Ҹ кё°лҠҘмқ„ кё°л°ҳмңјлЎң м„ л°• лӮҙ л°°м№ҳлҘј мҲҳн–үн•ҳмҳҖлӢӨ. нҷ”мһ¬, нҸӯл°ң л“ұмқҳ мң„н—ҳлҸ„к°Җ нҒ° мӢңмҠӨн…ңм—җ лҢҖн•ҙм„ңлҠ” м„ лҜём—җ л°°м№ҳн•ҳкі кё°лҠҘм ҒмңјлЎң м–‘кҙ‘мӢңмҠӨн…ң 진/нҡҢмҲҳмҷҖ кҙҖл Ёлҗң кё°лҠҘмқ„ л¬ён’Җ мЈјліҖм—җ л°°м№ҳн•ҳмҳҖлӢӨ. лҳҗн•ң мһ‘м—…мһҗмқҳ лҸҷм„ кіј мһ‘м—…мӢңлӮҳлҰ¬мҳӨ мғҒ лҸҷмӢңм—җ л°ңмғқн•ҳм§Җ м•ҠлҠ” мӢңмҠӨн…ңл“Өмқ„ л°°м№ҳн•ҳм—¬ мң„н—ҳлҸ„лҘј мөңмҶҢнҷ” н•ҳмҳҖлӢӨ.
(3) FMEA к·ёлЈ№мқ„ кө¬м„ұн•ҳкі нҡҢмқҳлҘј нҶөн•ҙ м–‘кҙ‘мӢңмҠӨн…ң мӢӨмҰқмӢңн—ҳмқ„ мң„н•ң лӘЁл“ кі мһҘлӘЁл“ңлҘј мӢқлі„н•ҳмҳҖлӢӨ. FMEA 분м„қ кІ°кіј, м–‘кҙ‘мӢңмҠӨн…ңмқҳ 진/нҡҢмҲҳ мһ‘м—… мӨ‘ мһҘ비 충лҸҢ, л¬ён’Җ кІҢмқҙнҠё л Ҳмқј мқҙнғҲ, н•ҳмӨ‘м—җ мқҳн•ң нҢҢмҶҗ л°Ҹ ліҖнҳ•, лӢЁкҙҙ нҡҢмҲҳ мӢңмҠӨн…ңмқҳ л§Ҳм°° л°Ҹ мқҙл¬јм§ҲлЎң мқён•ң лҲ„мҲҳ лҳҗлҠ” мһ‘лҸҷ л¶ҲлҠҘмқҳ кі мһҘлӘЁл“ңк°Җ л°ңмғқ нҷ•лҘ мқҙ лҶ’мқҖ кІғмңјлЎң нҢҢм•…лҗҳм—ҲлӢӨ. лҶ’мқҖ нҷ•лҘ мқҳ кі мһҘлӘЁл“ңм—җ лҢҖн•ҙм„ңлҠ” мҡҙмҡ© нҷҳкІҪ к°Җмқҙл“ңлқјмқё кө¬м¶•, кө¬мЎ° ліҖкІҪ, кө¬мЎ° л¶Ҳлҹү кІҖмӮ¬ мӢңмҠӨн…ң кө¬м¶•, мң„н—ҳ к°җм§Җ н”„лЎңм„ёмҠӨ 추к°Җ л°Ҹ мһ‘м—…мһҗмқҳ к°җмӢң лҳҗлҠ” к°Ғлі„н•ң мЈјмқҳ л“ұмқҳ нҳ•нғңлЎң л°©м•Ҳмқҙ л§Ҳл Ёлҗҳм—Ҳкі мқҙлҘј мғҒм„ё м„Өкі„м—җ л°ҳмҳҒн•ҳмҳҖлӢӨ.
ліё м—°кө¬ кІ°кіјлҘј л°”нғ•мңјлЎң 2015л…„ 11мӣ”м—җ м„ұлҠҘ мӢӨмҰқ мӢңн—ҳмқ„ мң„н•ң м„ мғҒ кө¬мЎ°л¬јмқҙ м ңмһ‘лҗҳм—Ҳкі мқёлӘ… мӮ¬кі л°Ҹ мӢңмҠӨн…ңмқҳ кІ°н•Ё м—Ҷмқҙ мӢңн—ҳмқ„ м„ұкіөм ҒмңјлЎң мҲҳн–үн•ҳмҳҖлӢӨ. мқҙлҠ” мөңк·ј н•ҙм–‘н”ҢлһңнҠё мӮ°м—…м—җм„ң мӨ‘мҡ”мӢң лҗҳкі мһҲлҠ” м „лӢЁм„Өкі„(FEED, front engineering end design) к°ңл…җмқҙл©° м•„м§Ғ м •лҰҪлҗҳм§Җ м•ҠмқҖ мғҲлЎңмҡҙ мӢңмҠӨн…ңмқ„ м„Өкі„н•ҳлҠ” л°©лІ•лЎ мңјлЎң м Ғн•©н•ҳкё° л•Ңл¬ём—җ к·ё нҡЁмҡ©м„ұмқҙ нҒ¬лӢӨ. лҳҗн•ң ліё м„Өкі„мҷҖ мҡҙмҡ© кІҪн—ҳмқҖ н–Ҙнӣ„ мӢ мӮ°м—…мқҙ лҗ н•ҙм–‘кҙ‘л¬јн”ҢлһңнҠёмқҳ мӮ°м—…нҷ” к°ңл°ңм—җ нҷңмҡ©лҗ мҲҳ мһҲлӢӨкі нҢҗлӢЁлҗңлӢӨ.




