
1. ьДЬ ыба
ызИь░░ьЪйьаС(Friction welding, FRW) (AWS, 1989; Irving, 1993; Jeong and Shinoda, 1997)ьЭА ыПЩьвЕьЮмыКФ ым╝ыба ъ░АьКдьЪйьаС, ьаАэХньЪйьаС, ьаДьЮРы╣ФьЪйьаС ыУ▒ ъ╕░ьб┤ьЭШ ьЪйьаСы▓Х ьаБьЪйьЭ┤ ъ│дыЮАэХЬ ьЭ┤ьвЕъ╕ИьЖН, ы╣Дь▓аъ╕ИьЖНъ╣МьзА ьЮРьЬаыбнъ▓М ьаСэХйьЛЬэВм ьИШ ьЮИыКФ эК╣ьД▒ьЭД ъ░АьзАъ│а ьЮИыЛд. ыШРэХЬ ъ▓╜ьаЬьаБьЭ╕ ый┤ъ│╝ ъ╕░ьИаьаБьЭ╕ ый┤ьЧРьДЬыПД ызОьЭА ьЮеьаРьЭД ьзАыЛИъ│а ьЮИьЦ┤ ъ╖╕ ьЭ┤ьЪй ы▓ФьЬДыКФ ыДУъ│а, ъ╖╕ ыПДьЮЕ ыкйьаБыПД ъ┤Сы▓ФьЬДэХШыЛд. ызИь░░ьЪйьаСьЭА ъ│аь▓┤ьГБэГЬьЭШ ыСР ьЮмыгМые╝ ъ░АьХХэХШый┤ьДЬ ьаСь┤Йый┤ьЧР ъ╕░ъ│ДьаБ ьГБыМАьЪ┤ыПЩьЭД ьЭ╝ьЬ╝эВм ыХМ ы░ЬьГЭэХШыКФ ызИь░░ьЧ┤ьЧР ьЭШэХ┤ ыСР ьЮмыгМые╝ ьХХьаСьЛЬэВдыКФ ъ│аьГБьЪйьаСьЭШ ьЭ╝ьвЕьЬ╝ыбЬьДЬ эК╣эЮИ ьЭ┤ьвЕъ╕ИьЖНьЭШ ьЪйьаСьЧР ызОьЭ┤ ьЭСьЪйыРШъ│а ьЮИыЛд(Kang and Min, 1998; Oh et al., 1988; Suh et al., 1995).
эШ╕ьКд ыЛИэФМ(Hose nipple)ьЭ┤ыЮА эХ┤ьЦСь░иыЯЙ ыУ▒ ьИШьЖбъ╕░ъ│ДьЭШ ьЬаьХХ эОМэФДьЧРьДЬ ъ░АьХХыРЬ ьЬаь▓┤ые╝ ыЛдьЦСэХЬ ы╢АэТИьЧР ьаДыЛмэХШыКФ ьЬаьХХ ыЭ╝ьЭ╕ьЧРьДЬ ъ│аьХХ эШ╕ьКдьЭШ ыБЭьЧР ыЛмыад ь╗дыДеэД░ эШ╣ьЭА ыЛдые╕ ьзАьзАыМАьЩА ьЧ░ъ▓░ьЛЬэВдыКФ ы╢АэТИьЭ┤ыЛд. эШДьЮм эХ┤ьЦС ьИШьЖбьЪй эШ╕ьКд ыЛИэФМьЭД ьаЬьЮСэХШыКФ ы░йы▓ХьЭА ьЭ╝ь▓┤эШХ ыЛиьб░эТИ ьЖМьЮмые╝ ьВмьЪйэХШьЧм ьДаы░Ш ьЮСьЧЕьЬ╝ыбЬ ыВ┤тАдьЩ╕ъ▓╜ ы░П ыБЭыЛиьЧ░ъ▓░ы╢Аые╝ ъ░Аъ│╡эХШьЧм ьГЭьВ░эХШъ│а ьЮИыЛд. эШДьЮм ьаБьЪйыРШъ│а ьЮИыКФ ьаЬьЮС ъ│╝ ьаХьЭА ьЮмыгМьЭШ ьЖРьЛдьЭ┤ ызОъ│а, эШХьГБьЭ┤ ы│╡ьЮбэХШьЧм ыВ┤тАдьЩ╕ъ▓╜ ъ░Аъ│╡ьЧР ыФ░ые╕ ъ░Аъ│╡ ъ│╡ьаХ ьИШъ░А ызОъ╕░ ыХМым╕ьЧР ьЖМьЮм ы╣ДьЪйъ│╝ ъ░Аъ│╡ ьЛЬъ░ДьЭ┤ ызОьЭ┤ эИмьЧмыРШъ│а ьЮИыЛд. ьШИые╝ ыУдый┤, эШДьЮмьЭШ ьаЬьЮС ъ│╡ьаХьЭД ьЭ┤ьЪйэХШьЧм ызМыУа эШ╕ьКд ыЛИэФМьЭА ьаДь▓┤ ьЖМьЮм ьдСьЧРьДЬ ьХ╜ 50% ьЭ┤ьГБьЭ┤ ыВ┤ьЩ╕ы╢А ъ░Аъ│╡ьЛЬ ьЮФэХ┤ыбЬ ьЖРьЛдыРШъ│а ьЮИьЬ╝ый░, ьаЬьЮСэХШыКФ ьЛЬъ░Д ыШРэХЬ ызОьЭ┤ ьЖМьЪФыРЬыЛд.
ыФ░ыЭ╝ьДЬ эШ╕ьКд ыЛИэФМьЭШ ьаЬьЮС ъ│╡ьаХьЭД ъ░ЬьДаэХШъ╕░ ьЬДэХШьЧм эММьЭ┤эФД эШ╣ьЭА ьдСъ│╡ ьЖМьЮмые╝ ьЭ┤ьЪйэХШьЧм ьЭ┤ые╝ ызИь░░ьЪйьаСьЬ╝ыбЬ ьаЬьЮСэХиьЬ╝ыбЬьНи ъ░Аъ│╡ ьЛЬъ░Д ы░П ьЖМьЮмьЭШ ьЖРьЛдьЭД ь╡ЬьЖМэЩФ эХШыПДыбЭ ьаЬьЮСъ│╡ьаХьЭД ъ░ЬьДаэХШъ│аьЮР эХЬыЛд. ыНФьЪ▒ьЭ┤ ызИь░░ьЪйьаСы▓ХьЬ╝ыбЬ эШ╕ьКд ыЛИэФМьЭД ьаЬьЮСэХШъ▓М ыРШый┤ ъ╕░ьб┤ ыМАы╣Д 35% ьЭ┤ьГБьЭШ ьЖМьЮмы╣Д ъ░РьЖМы┐РызМ ьХДыЛИыЭ╝ ьГЭьВ░ьД▒ эЦеьГБъ│╝ ьаЬэТИъ░Аъ▓йьЧР ыМАэХЬ ъ▓╜ьЯБыае эЩХы│┤ъ░А ъ░АыКеэХШыЛдыКФ ы│┤ъ│аыПД ьаЬь╢ЬыРШьЦ┤ ьЮИыЛд(Kong and Lee, 2013; Kong and Park, 2013).
ы│╕ ьЧ░ъ╡мьЧРьДЬыКФ эШ╕ьКд ыЛИэФМьЭШ ьаЬьЮСьЧР ызИь░░ьЪйьаСьЭД ьаБьЪйэХа ъ▓╜ьЪ░, ьЪФъ╡мыРШыКФ ыПЩьвЕ ъ╕ИьЖНъ░ДьЭШ ь╡ЬьаБ ызИь░░ьЪйьаС ьб░ъ▒┤ьЭД ыПДь╢ЬэХШъ╕░ ьЬДэХ┤ ызИь░░ьЪйьаСьЮм(As-welded)ьЧР ыМАэХЬ ьЪйьаСы│АьИШьЩА ьЪйьаСэТИьзИъ│╝ьЭШ ьГБъ┤Аъ┤Аъ│Дые╝ ъ│аь░░эХШьШАыЛд. ыШРэХЬ ьЪйьаСэЫДьЧ┤ь▓Шыжм(Post-weld heat treatment, PWHT)ые╝ ьЛЬэЦЙэХШьЧм ызИь░░ьЪйьаСьЮмьЩА ъ▓╜ыПД ы░П ьб░ьзБьЭД ы╣Дъ╡РэХШьЧм ьЪйьаСэЫДьЧ┤ь▓ШыжмьЭШ эЪиъ│╝ыПД ъ│аь░░эХШьШАыЛд.
2. ьЛдэЧШьЮмыгМ ы░П ы░йы▓Х
2.1 ьЮмыгМ ы░П ьЛЬэЧШэО╕
ы│╕ ьЧ░ъ╡мьЧР ьВмьЪйыРЬ ьЛдэЧШьЮмыгМыКФ ъ╕░ъ│Дъ╡мьб░ьЪйъ░ХьЮм(SM20C)ьЭ┤ыЛд. SM20CыКФ ъ░БьвЕ ъ╕░ъ│Ды╢АэТИьЧР ыЛдьЦСэХШъ▓М ьВмьЪйыРШыКФ ьЮмыгМьЭ┤ый░, ьг╝ыРЬ ьЪйыПДыКФ ьЭ╝ы░Шъ╕░ъ│Д, ьЮРыПЩь░и, эХнъ│╡ъ╕░ ыУ▒ьЭШ ьИШьЖбъ╕░ъ│Д ы╢АэТИьЧР ьг╝ыбЬ ьЭ┤ьЪйыРЬыЛд. Table 1ьЧР SM20CьЭШ ъ╕░ъ│ДьаБ ьД▒ьзИьЭД эСЬьЛЬэХШъ│а ьЮИыЛд . ыШРэХЬ ызИь░░ьЪйьаС эЫД ьЪйьаСы╢АьЭШ ьЮФыеШьЭСыае ьаЬъ▒░ые╝ ьЬДэХ┤ ьЪйьаСэЫДьЧ┤ь▓Шыжм(PWHT)ые╝ ьЛЬэЦЙэХШьШАыЛд. эЫДьЧ┤ь▓Шыжм ьб░ъ▒┤ьЭА 20тДГ/minьЭШ ьК╣ьШи ьЖНыПДыбЬ ъ░АьЧ┤эХШьЧм 780тДГьЧРьДЬ 4ьЛЬъ░Д ьЬаьзА эЫД ыЕ╕ыГЙ(Furnace cooling)эХШьШАыЛд. ьЭ┤ ьб░ъ▒┤ьЭА A1ы│АэГЬьаР ы│┤ыЛд ыЖТьЭА ьШиыПДьзАызМ Kong et al.(2010)ьЭШ ыПЩьЭ╝эХЬ ьб░ъ▒┤ьЬ╝ыбЬьДЬ ъ▓╜ыПД ы░П ьб░ьзБьЭШ ьЛдэЧШ ъ▓░ъ│╝ые╝ ы╣Дъ╡РэХШъ╕░ ьЬДэХЬ ъ╕░ьдАьЬ╝ыбЬ ьаБьЪйэХШьШАыЛд.
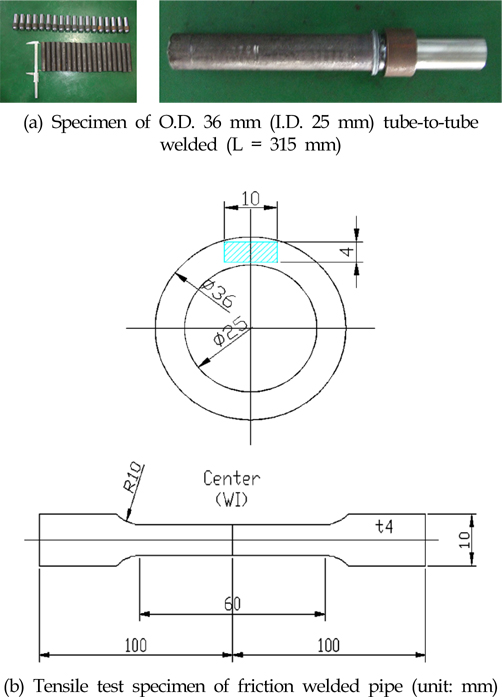
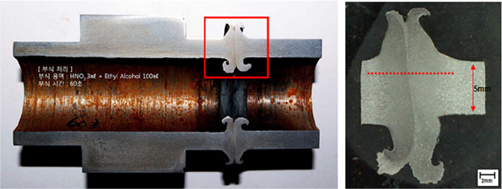
ызИь░░ьЪйьаСьЪй ьЛЬэО╕ эШХьГБьЭА Fig. 1(a)ьЧР ыВШэГАыВ╕ ы░ФьЩА ъ░ЩьЭ┤ ьЩ╕ъ▓╜36 mm├ЧыВ┤ъ▓╜ 25 mm, ъ╕╕ьЭ┤ыКФ ьЪйьаСъ│Дый┤ьЭД ъ╕░ьдАьЬ╝ыбЬ ъ│аьаХь╕бьЭА 205 mm, эЪМьаДь╕бьЭА 110 mmыбЬ ь┤Э 315 mmьЭ┤ыЛд. Fig. 1(b)ыКФ ьдСъ│╡ы┤Й эШХэГЬьЭШ ызИь░░ьЪйьаС ьЮмыгМые╝ ъ╕╕ьЭ┤ы░йэЦеьЬ╝ыбЬ ьаИыЛиэХШъ│а ь▒Дь╖иэХШьЧм, ьДаьВнъ░Аъ│╡ эЫД ьЛЬэО╕ьЭШ эПЙэЦЙы╢Аые╝ ьВмэПмыбЬ 1500ы▓Иъ╣МьзА ьЧ░ызИэХЬ KSъ╖Ьъ▓й(KS B0801) 14AэШ╕ ьЭ╕ьЮе ьЛЬэЧШэО╕ьЭШ ыкиьЦСьЭ┤ыЛд.
ыШРэХЬ Fig. 2ьЧР эСЬьЛЬыРШьЦ┤ ьЮИыКФ ызИь░░ьЪйьаСы╢АьЭШ ъ▓╜ыПД ы░П ьб░ьзБьЭД ьб░ьВмэХШъ╕░ ьЬДэХШьЧм ызИь░░ьЪйьаСьЮмьЭШ ьЪйьаСы╢АьЬДые╝ ьдСьЛмьЬ╝ыбЬ ъ┤АьЭШ ъ╕╕ьЭ┤ы░йэЦеьЬ╝ыбЬ ьаИыЛиэХШьШАыЛд. ьаИыЛи ьЛЬ ы░ЬьГЭыРШыКФ ьЧ┤ьШБэЦеьЭД ьдДьЭ┤ъ╕░ ьЬДэХШьЧм ы░йьаДъ░Аъ│╡ эХШьШАыЛд.
2.2 ьЛдэЧШьЮеь╣Ш ы░П ы░йы▓Х
ызИь░░ьЪйьаСъ╕░(Model : FF-60тЕбM-S1)ыКФ Fig. 3ьЧР ыВШэГАыВ╕ы░ФьЩА ъ░ЩьЭ┤ ьЧ░ьЖНъ╡мыПЩ ы╕МыаИьЭ┤эБмэШХ(Continuous drive brake type)ьЭ┤ый░, ызИь░░ьЪйьаСьЭ┤ ъ░АыКеэХЬ ьЮмыгМьЭШ ь╡ЬыМА ьзБъ▓╜ьЭА эЪМьаДь╕бъ│╝ ъ│аьаХь╕бьЭ┤ ъ░Бъ░Б ├╕60mmьЭ┤ыЛд. ьЭ╕ьЮеъ░ХыПД ьЛЬэЧШъ╕░ыКФ ызМыКеьЛЬэЧШъ╕░(Model: KDMT-120)ыбЬьДЬ ьЭ╕ьЮеьЖНыПДыКФ 2mm/minьЬ╝ыбЬ ъ░Б ыкиьЮм ы░П ызИь░░ьЪйьаСьЮмьЭШ ъ░ХыПДые╝ ь╕бьаХэХШьШАыЛд. ъ▓╜ыПДьЛЬэЧШьЭА ызИьЭ┤эБмыбЬ ы╣ДьЭ┤ь╗дьКд ъ▓╜ыПДьЛЬэЧШъ╕░(Model : MVK-H1, Akashi)ьЭД ьВмьЪйэХШьШАьЬ╝ый░, ьЛЬэЧШьб░ъ▒┤ьЭА эХШьдС 1000g ы░П эХШьдСьЛЬъ░Д 10secьЭ┤ъ│а, 0.5mmьЭШ ъ░Дъ▓йьЬ╝ыбЬ ьЪйьаСъ│Дый┤ьЬ╝ыбЬы╢АэД░ ьвМ, ьЪ░ ъ░Бъ░Б 9mmъ╣МьзА ь╕бьаХэХШьШАыЛд. ыШРэХЬ ызИь░░ьЪйьаСьЮмьЩА эЫДьЧ┤ь▓ШыжмьЮмьЭШ эШДып╕ъ▓╜ ьб░ьзБьЭД ъ┤Аь░░эХШъ╕░ ьЬДэХ┤ ыВШьЭ┤эГИ(Nital)ьЪйьХб(HNO3, 3уОЦ+ethyl alcohol, 100уОЦ)ьЬ╝ыбЬ 2sec ыПЩьХИ ьЧРь╣нэХШьШАъ│а, ьЪйьаСъ│Дый┤(Weld interface, WI), ьЧ┤ьШБэЦеы╢А(Heat affected zone, HAZ) ы░П ыкиьЮм(Base metal, BM)ые╝ ъ░Бъ░Б 200ы░░ыбЬ ъ┤Аь░░эХШьШАыЛд.

ы│╕ ьЧ░ъ╡мьЧР ьаБьЪйыРЬ ызИь░░ьЪйьаСьЭШ ы│АьИШыКФ эЪМьаДьЖНыПД(n), ъ░АьЧ┤ьХХыае(HP), ьЧЕьЕЛьХХыае(UP), ъ░АьЧ┤ьЛЬъ░Д(HT), ьЧЕьЕЛьЛЬъ░Д(UT), ьЮмыгМ ьЖРьЛдыЯЙ(Mo)ьЭ┤ыЛд. ыи╝ьаА ь░╕ъ│аьЮРыгМ(Cho and Suh, 1997; Jeong and Shinoda, 1997; Kong and Ahn, 2012)ые╝ ы░ФэГХьЬ╝ыбЬ ы│╕ ьЧ░ъ╡мьЧР ьаБьЪй ъ░АыКеэХЬ эЪМьаДьЖНыПД, ъ░АьЧ┤ьХХыае, ъ░АьЧ┤ьЛЬъ░Д ыУ▒ьЭД ьДдьаХэХШьШАыЛд. ъ╖╕ыжмъ│а ызИь░░ьЪйьаС ы│АьИШъ░А ьЮмыгМ ьЖРьЛдыЯЙ(Mo)ьЧР ып╕ь╣ШыКФ ьШБэЦеыПД ьб░ьВмэХШьШАыЛд.
3. ъ▓░ъ│╝ ы░П ъ│аь░░
3.1 ызИь░░ьЪйьаС ы│АьИШ
ы│╕ ьЧ░ъ╡мьЧР ьВмьЪйыРЬ ызИь░░ьЪйьаСьЭШ ы│АьИШьЧРьДЬ ыи╝ьаА ь░╕ъ│аьЮРыгМ(Kong et al., 2010; Kong and Park, 2013; Oh et al., 1988)ые╝ ъ╕░ьдАэХШьЧм Table 2ьЧРьДЬьЩА ъ░ЩьЭ┤ 1ь░иьаБьЬ╝ыбЬ эЪМьаДьЖНыПД(n), ьЧЕьЕЛьХХыае(UP) ы░П ьЧЕьЕЛьЛЬъ░Д(UT)ьЭД ьЭ╝ьаХэХШъ▓М ьДдьаХэХЬ эЫД, ъ░АьЧ┤ьХХыае(HP)ъ│╝ ъ░АьЧ┤ьЛЬъ░Д(HT)ьЭШ ы│АэЩФ(Table 2ьЭШ 1ы▓ИьЧРьДЬ 9ы▓Иъ╣МьзАьЭШ ьЛдэЧШьб░ъ▒┤)ъ░А ызИь░░ьЪйьаСьЮмьЭШ ьЭ╕ьЮеъ░ХыПДьЧР ып╕ь╣ШыКФ ьШБэЦеьЭД ыи╝ьаА ьЛдэЧШэХШьШАыЛд. ъ╖╕ ъ▓░ъ│╝ыбЬы╢АэД░ ъ░АьЧ┤ьХХыае(HP)ьЧР ыМАэХЬ ьаБьаХьб░ъ▒┤ьЭД эЩХыж╜эХа ьИШ ьЮИьЧИыЛд. 2ыЛиъ│ДьЛдэЧШ(Table 2ьЭШ 10ы▓И ьЛдэЧШьб░ъ▒┤)ьЭА ъ░АьЧ┤ьЛЬъ░Д(HT)ьЭД 1ь┤ИьЧРьДЬ 17ь┤Иъ╣МьзА 2ь┤И ъ░Дъ▓йьЬ╝ыбЬ 9ъ░АьзАыбЬ ы│АэЩФьЛЬь╝Ь, ъ░АьЧ┤ьЛЬъ░ДьЭ┤ ьЮмыгМ ьЖРьЛдыЯЙ(Mo)ьЧР ып╕ь╣ШыКФ ьШБэЦеыПД ьЛдэЧШэХШьШАыЛд.
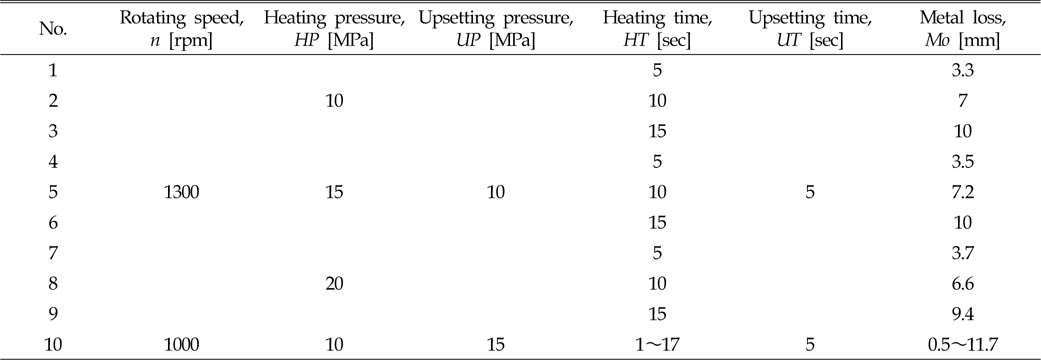
Fig. 4ыКФ Table 2ьЭШ 9ъ░АьзА ьЛдэЧШьб░ъ▒┤ьЭШ ызИь░░ьХХыае ы│АэЩФ(10, 15, 20 MPa)ьЧР ыФ░ые╕ ызИь░░ьЪйьаСьЮмьЭШ ьЭ╕ьЮеъ░ХыПДые╝ эСЬьЛЬэХШъ│а ьЮИыЛд. Fig. 4ьЧР эСЬьЛЬыРШьЦ┤ ьЮИыКФ ы░ФьЩА ъ░ЩьЭ┤ Table 2ьЭШ 1, 2 ы░П 3ы▓И ьб░ъ▒┤ ьжЙ, HP=10MPa, UP=10MPa, HT=5, 10, 15sec, UT=5secьЧР ыМАэХЬ ызИь░░ьЪйьаСьЮмьЭШ ьЭ╕ьЮеъ░ХыПДъ░А 498, 500, 536MPaыбЬ ыВШэГАыВмыЛд. ьЭ┤ыКФ ыкиьЮмьЭШ ьЭ╕ьЮеъ░ХыПД(490MPa)ы│┤ыЛд ьжЭъ░АэХШъ│а ьЮИьЬ╝ый░, ьаБьЪйыРЬ ызИь░░ьЪйьаС ьЛЬъ░ДыПД ыкиыСР ьаБьаХэХЬ ъ▓ГьЬ╝ыбЬ эМРыЛиэХа ьИШ ьЮИыЛд. ъ╖╕ыЯмыВШ ъ░АьЧ┤ьХХыаеьЭД ьжЭъ░АьЛЬэВдый┤ ьЭ╕ьЮеъ░ХыПДъ░А ъ░РьЖМыРШыКФ ъ▓╜эЦеьЭД ыВШэГАыВ┤ый░, ызИь░░ьЪйьаСьЮмьЭШ ьЪФъ╡мыРШыКФ ьЭ╕ьЮеъ░ХыПДьЧР ызИь░░ьЪйьаС ьЛЬъ░ДыПД ьШБэЦеьЭД ып╕ь╣Шъ│а ьЮИьЭМьЭД ьХМ ьИШ ьЮИыЛд. ыФ░ыЭ╝ьДЬ Fig. 4ьЭШ ъ░АьЧ┤ьХХыаеъ│╝ ызИь░░ьЪйьаСьЮмьЭШ ьЭ╕ьЮеъ░ХыПДьЩАьЭШ ъ┤Аъ│ДыбЬы╢АэД░ ъ░АьЧ┤ьХХыае(HP)ьЧР ыМАэХЬ ь╡ЬьаБьб░ъ▒┤ьЭД 10MPaыбЬ ьДдьаХэХа ьИШ ьЮИыЛд. эХЬэО╕, ьЧЕьЕЛьХХыае(UP)ьЭА ь░╕ъ│аым╕эЧМ(Kong and Lee, 2013; Kong and Park, 2013)ьЭШ ьЖМьЮмы│Д ьХХыаеы╣ДьЬиьЧР ьЭШэХ┤ 15MPaыбЬ ъ▓░ьаХэХа ьИШ ьЮИьЬ╝ый░, ьЭ┤ыУд ьб░ъ▒┤ьЭД 2ыЛиъ│Д ьЛдэЧШ(Table 2ьЭШ 10ы▓И ьб░ъ▒┤)ьЧР ьаБьЪйэХШьШАыЛд.

3.2 ъ░АьЧ┤ьЛЬъ░Дъ│╝ ьЮмыгМ ьЖРьЛдыЯЙъ│╝ьЭШ ьГБъ┤АьД▒
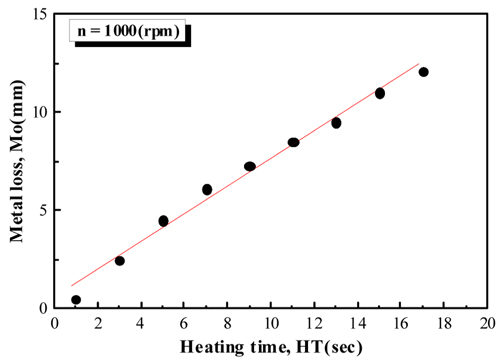
Fig. 5ыКФ Table 2ьЭШ 2ыЛиъ│Д ьЛдэЧШ(10ы▓И ьб░ъ▒┤)ьЧРьДЬ ьЦ╗ьЦ┤ьзД ызИь░░ьЪйьаСьЮмьЭШ ьЮмыгМ ьЖРьЛдыЯЙ(Mo)ъ│╝ ъ░АьЧ┤ьЛЬъ░Д(HT)ъ│╝ьЭШ ъ┤Аъ│Дые╝ эСЬьЛЬэХЬ ъ╖╕ыж╝ьЭ┤ыЛд. ъ░АьЧ┤ьЛЬъ░ДьЭ┤ 9ь┤ИьЭ╝ ыХМ ьЮмыгМ ьЖРьЛдыЯЙьЭА 7.5mmьЭ┤ъ│а, ъ░АьЧ┤ьЛЬъ░ДьЭ┤ ь╡ЬыМАьЭ╕ 17ь┤ИьЭ╝ ыХМыКФ 12.1mmыбЬ ь╕бьаХыРШьЦ┤ ьЮмыгМ ьЖРьЛдыЯЙьЭ┤ ъ░АьЮе эБмыЛд. ъ╖╕ыж╝ьЧР эСЬьЛЬыРШьЦ┤ ьЮИыКФ ы░ФьЩА ъ░ЩьЭ┤ ъ░АьЧ┤ьЛЬъ░ДьЭ┤ ьжЭъ░АэХаьИШыбЭ ьЮмыгМ ьЖРьЛдыЯЙ(ьЧЕьЕЛыЯЙ)ьЭ┤ ьДаэШХьаБьЬ╝ыбЬ ьжЭъ░АэХиьЭД ьХМ ьИШ ьЮИыЛд.
ьЭ┤ыбЬы╢АэД░ ьХМ ьИШ ьЮИыУпьЭ┤, ьЮмыгМ ьЖРьЛдыЯЙъ│╝ ъ░АьЧ┤ьЛЬъ░Д ьВмьЭ┤ьЧРыКФ ъ░ХэХЬ ьЦС(Positive)ьЭШ ьДаэШХьаБьЭ╕ ьГБъ┤Аъ┤Аъ│Дъ░А ьЮИьЭМьЭ┤ эЩХьЭ╕ыРШьЧИыЛд. ьЭ┤ыКФ ыЛдые╕ ьЛдэЧШъ▓░ъ│╝ьЧРьДЬыПД ъ░АьЧ┤ьЛЬъ░Дъ│╝ ьЧЕьЕЛыЯЙъ│╝ьЭШ ьВмьЭ┤ьЧРыКФ ьДаэШХьаБьЭ╕ ьжЭъ░Аъ┤Аъ│ДьЭШ ъ▓░ъ│╝ъ░А ыВШэГАыВмьЬ╝ый░, Fig. 5ьЭШ ъ░АьЧ┤ьЛЬъ░Д(HT)ъ│╝ ьЮмыгМ ьЖРьЛдыЯЙ(Mo)ьЧР ыМАэХЬ ьГБъ┤Аъ┤Аъ│ДыКФ ыЛдьЭМъ│╝ ъ░ЩьЭА ьзБьДаэЪМъ╖АьЛЭьЭ┤ ьД▒ыж╜ыРШъ│а ьЮИыЛд.

ьЧмъ╕░ьДЬ RьЭА ьГБъ┤Аъ│ДьИШ(Coefficient of correlation)ьЭ┤ый░, ьЭ┤ ъ░ТьЭ┤ 1ьЧР ьаСъ╖╝эХаьИШыбЭ ьГБъ┤Аъ┤Аъ│Дъ░А эБмыЛд.
эК╣эЮИ ьЧ░ъ░ХьЭШ ъ▓╜ьЪ░ ызИь░░ьЪйьаСьЮмьЭШ ьзБъ▓╜ьЭ┤ 20mm ы╢Аъ╖╝ьЭ╝ ыХМ ьЮмыгМ ьЖРьЛдыЯЙьЭ┤ 6~9mmъ░А ьаБьаХэХШыЛдыКФ ьЧ░ъ╡мъ▓░ъ│╝ъ░А ы│┤ъ│аыРШъ│а ьЮИыЛд (Kong et al., 2010; Lee et al., 2005; Oh et al., 1988). ыФ░ыЭ╝ьДЬ ызИь░░ьЪйьаС ъ│╝ьаХьЧРьДЬьЭШ ьЧЕьЕЛыЯЙьЭД ьб░ьаИэХШьЧм ьЪйьаСьаЬэТИьЭШ ъ╕╕ьЭ┤ь╣ШьИШые╝ ьЪФъ╡мэХа ыХМ ы│╕ ьЧ░ъ╡мыбЬы╢АэД░ ьЦ╗ьЦ┤ьзД ьЛЭ (1)ьЭА ыздьЪ░ ьЬаэЪиэХШъ▓М ьаБьЪйэХа ьИШ ьЮИыЛд. эХЬэО╕, ъ░АьЧ┤ьЛЬъ░ДьЭ┤ ьжЭъ░АэХаьИШыбЭ ьЮмыгМ ьЖРьЛдыЯЙьЭ┤ ьжЭъ░АыРШыКФ ьЭ┤ьЬаыКФ ызИь░░ьЪйьаСьЭА ь╡ЬьвЕ ъ│╡ьаХьЭ┤ ьЩ╕ы╢А ъ░АьХХыаеьЧР ьЭШэХ┤ ьЧЕьЕЛ(Upset)эХШыКФ ъ│╡ьаХьЭД эЖ╡эХ┤ ьЭ┤ыгиьЦ┤ьзАыпАыбЬ ъ░АьЧ┤ьЛЬъ░Д ыПЩьХИьЧР ьЮмыгМъ░А ыкиьЮм ы░ЦьЬ╝ыбЬ эЖаь╢ЬыРШьЦ┤ эФМыЮШьЛЬ эШХьГБьЬ╝ыбЬ ы│АэЩФэХШый┤ьДЬ ъ╕╕ьЭ┤ъ░А ьИШь╢ХыРШъ╕░ ыХМым╕ьЭ┤ыЛд. ьЭ┤ ыХМ ыкиьЮмьЭШ ъ╕╕ьЭ┤ыКФ ьЪйьаСьаДъ│╝ эЫДъ░А ыЛдые┤ъ▓М ыРШый░, ьЭ┤ыЯмэХЬ ьЪйьаС ьаДэЫДьЭШ ыкиьЮм ъ╕╕ьЭ┤ьЭШ ь░иьЭ┤ые╝ ьЮмыгМ ьЖРьЛдыЯЙ(Metal loss)ьЬ╝ыбЬ ьаХьЭШэХЬыЛд.
3.3 ъ░АьЧ┤ьЛЬъ░Дъ│╝ ъ╕░ъ│ДьаБ ьД▒ьзИъ│╝ьЭШ ьГБъ┤АьД▒
Fig. 6ьЭА Table 2ьЭШ 2ыЛиъ│Д ьЛдэЧШ(10ы▓И ьб░ъ▒┤)ьЧР ыМАэХЬ ъ▓░ъ│╝ьЭ┤ый░, ызИь░░ьЪйьаСьЮмьЭШ ъ░АьЧ┤ьЛЬъ░Дъ│╝ ъ░БьвЕ ъ░ХыПДьЩАьЭШ ъ┤Аъ│Дые╝ эСЬьЛЬэХШъ│а ьЮИыЛд. ъ╖╕ыж╝ьЧР эСЬьЛЬыРШьЦ┤ ьЮИыКФ ы░ФьЩА ъ░ЩьЭ┤ ызИь░░ьЪйьаСьЮмьЭШ ьЭ╕ьЮеъ░ХыПДыКФ ъ░АьЧ┤ьЛЬъ░ДьЧР ъ┤Аъ│ДьЧЖьЭ┤ ыкиьЮмьЭШ ьЭ╕ьЮеъ░ХыПД(490MPa)ьЭШ ьХ╜ 90% ы▓ФьЬДыВ┤ыбЬ ыВШэГАыВмьЬ╝ый░, эК╣эЮИ ъ░АьЧ┤ьЛЬъ░Д 7secьЩА 9secьЧРьДЬыКФ 485MPaыбЬ ыкиьЮмьЩА ы╣ДьК╖эХЬ ъ▓░ъ│╝ые╝ ьЦ╗ьЧИыЛд. ыШРэХЬ эХны│╡ъ░ХыПДьЩА эММыЛиъ░ХыПД(Breaking strength)ыПД ъ░АьЧ┤ьЛЬъ░ДьЭ┤ 7sec ьЭ┤ьГБьЧРьДЬыКФ ъ░АьЧ┤ьЛЬъ░ДьЧР ъ┤Аъ│ДьЧЖьЭ┤ ыкиьЮмьЩА ы╣ДьК╖эХЬ ъ▓░ъ│╝ые╝ ы│┤ьШАыЛд.
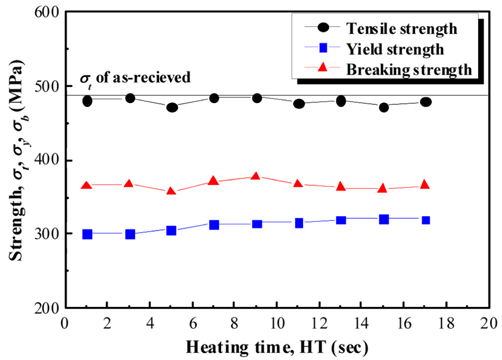
Fig. 7ьЭА ызИь░░ьЪйьаСьЮмьЭШ ъ░АьЧ┤ьЛЬъ░Дъ│╝ ьЧ░ьЛаьЬиъ│╝ьЭШ ъ┤Аъ│Дые╝ ыВШэГАыВ╕ыЛд. ъ╖╕ыж╝ьЧРьДЬ ъ░АьЧ┤ьЛЬъ░ДьЭ┤ ъ░АьЮе ьЮеьЛЬъ░ДьЭ╕ 17secьЧРьДЬыКФ ьЧ░ьЛаьЬиьЭ┤ 14.4%ыбЬ ыкиьЮмьЧР ы╣ДэХ┤ ыВоъ▓М ыВШэГАыВмьЬ╝ый░, ьЭ┤ые╝ ьаЬьЩ╕эХЬ ыкиыУа ъ░АьЧ┤ьЛЬъ░ДьЭШ ьб░ъ▒┤ьЧРьДЬыКФ ыкиьЮмьЭШ ьЧ░ьЛаьЬи(17я╝Е) ы│┤ыЛд ыЖТъ▓М ыВШэГАыВмыЛд. эК╣эЮИ ъ░АьЧ┤ьЛЬъ░ДьЭ┤ 9secьЭ╕ ъ▓╜ьЪ░ьЧРыКФ ьЧ░ьЛаьЬиьЭ┤ 21.5я╝ЕыбЬ ъ░АьЮе ыЖТъ▓М ыВШэГАыВмыЛд.
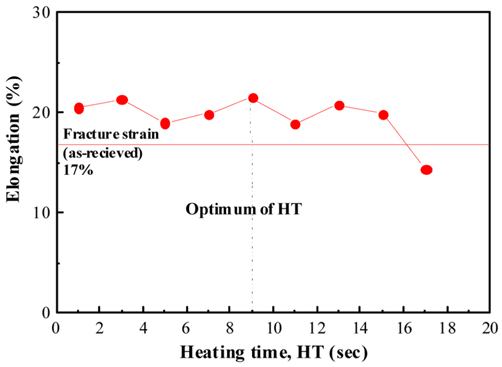
ыФ░ыЭ╝ьДЬ ъ░ХыПД ы░П ьЧ░ьЛаьЬиьЭШ ъ╕░ъ│ДьаБ ьД▒ьзИъ│╝ ьХЮ ьаИьЧРьДЬ ьЮмыгМ ьЖРьЛдыЯЙ(9ь┤ИьЧРьДЬ 7.5mm)ьЭШ ъ▓░ъ│╝ ыУ▒ьЭД ъ│аыадэХ┤ы│╝ ыХМ, ь╡ЬьаБ ъ░АьЧ┤ьЛЬъ░ДьЭА 9secъ░А ьаБэХйэХШыЛдъ│а эМРыЛиыРЬыЛд. ьЩЬыГРэХШый┤ ызИь░░ьЪйьаСьЮмьЭШ ьЭ╕ьЮеъ░ХыПДъ░А ыкиьЮмы│┤ыЛд ьЮСъ│а, ьЧ░ьЛаьЬиьЭ┤ ыЖТьЬ╝ый┤ ьЪйьаСьЮмьЭШ ь╖иьД▒ ы░ЬьГЭьЭ┤ ъ░РьЖМыРа ьИШ ьЮИьЭД ъ▓ГьЭ┤ыЛд.
3.4 ъ▓╜ыПДы╢ДэПм ы░П ьб░ьзБъ┤Аь░░
ызИь░░ьЪйьаСы╢АьЭШ ъ▓╜ыПД ь╕бьаХьЭА ызИьЭ┤эБмыбЬы╣Дь╗дьКд ъ▓╜ыПДьЛЬэЧШъ╕░ые╝ ьВмьЪйэХШьЧм ьДдьаХыРЬ эХШьдСьб░ъ▒┤эХШьЧР 0.5mmьЭШ ыУ▒ъ░Дъ▓йьЬ╝ыбЬ ьдСьЛмы╢АьЩА ьЫРьг╝ы╢АьЧР ыМАэХШьЧм ъ▓╜ыПДые╝ ъ░Бъ░Б ь╕бьаХэХШьШАыЛд. ъ╡мь▓┤ьаБьЭ╕ ъ▓╜ыПД ь╕бьаХ ьЬДь╣ШыКФ ыЛдьЭМъ│╝ ъ░ЩыЛд. ызИь░░ьЪйьаСыРЬ ъ┤АьЭШ ъ╕╕ьЭ┤ ы░йэЦеьЬ╝ыбЬ ьаИыЛи ы░П ьЧ░ызИэХЬ эЫД, ьЪйьаСъ│Дый┤ ьдСьЧРьДЬ ъ┤АьЭШ ьдСьЛмьЬ╝ыбЬы╢АэД░ 18mm ъ▒░ыжмьЧР ьЮИыКФ ьЫРьг╝ы░йэЦеьЭШ ыВ┤ь╕бы╢А ьЪйьаСъ│Дый┤(WI) ьШБьЧнъ│╝ ъ┤АьЭШ ьдСьЛмьЬ╝ыбЬы╢АэД░ 20mm ъ▒░ыжмьЧР ьЮИыКФ ьЫРьг╝ы░йэЦеьЭШ ьЩ╕ь╕бы╢А ьЪйьаСъ│Дый┤ ьШБьЧньЭ┤ыЛд.
Fig. 8ьЭА ызИь░░ьЪйьаСьЮмьЩА эЫДьЧ┤ь▓ШыжмьЮмьЧР ыМАэХЬ ъ░Бъ░БьЭШ ъ▓╜ыПДы╢ДэПмые╝ эСЬьЛЬэХШъ│а ьЮИыЛд. ыкиьЮмьЭШ ъ▓╜ыПДыКФ ьХ╜ HV 150ьЬ╝ыбЬ ыВШэГАыВШъ│а ьЮИыЛд. ьЪйьаСьЮмьЭШ ъ▓╜ьЪ░, ьЪйьаСъ│Дый┤ьЭД эПмэХиэХЬ ьЧ┤ьШБэЦеы╢АьЭШ ъ▓╜ыПДыКФ ьХ╜ HV 200ьЬ╝ыбЬьДЬ ыкиьЮмы│┤ыЛд ыЛдьЖМ ыЖТъ▓М ыВШэГАыВШъ│а ьЮИьЬ╝ый░, эК╣эЮИ ьЪйьаСъ│Дый┤ьЧРьДЬыКФ ьХ╜ HV 230ьЬ╝ыбЬ ъ░АьЮе ыЖТъ▓М ыВШэГАыВмыЛд. ьЭ┤ыКФ ьЪйьаСъ▓╜ъ│Дый┤ьЧРьДЬ ъ╡ны╢Аъ░АьЧ┤ъ│╝ ъ╕ЙыГЙ ы░П ъ░Аъ│╡ъ▓╜эЩФ эЪиъ│╝ ыУ▒ьЧР ьЭШэХ┤ ъ▓╜ыПДъ░А ьжЭъ░АэХЬ ъ▓ГьЬ╝ыбЬ ьВмыгМыРЬыЛд. ъ╖╕ыЯмыВШ ьЪйьаСъ│Дый┤ы╢А ы╢Аъ╖╝ьЧР ы░ЬьГЭыРШыКФ ъ▓╜ыПДьжЭъ░АыКФ эЫДьЧ┤ь▓Шыжм ьЛдьЛЬьЧР ьЭШэХ┤ ьЭ╝ы░ШьаБьЬ╝ыбЬ ьЩДэЩФыРЬыЛд(Kong and Park, 2013; Mary and Jahazi, 2006).
Fig.┬а8
Hardness distribution near the weld interface of as-welded and PWHT specimens, welding conditions : n = 1000 rpm, HP = 10 MPa, UP = 15 MPa, HT = 9 sec, UT = 5 sec
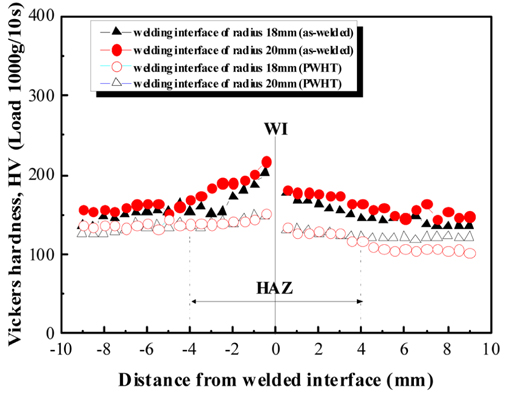
Fig. 8ьЭШ ьШдэФИ ьКдь╝АэД░(тЦ│, тЧЛ) эСЬьЛЬыКФ эЫДьЧ┤ь▓ШыжмьЮмьЧР ыМАэХЬ ъ▓╜ыПДы╢ДэПмые╝ эСЬьЛЬэХШъ│а ьЮИыЛд. ъ╖╕ыж╝ьЧРьДЬьЩА ъ░ЩьЭ┤ ьЪйьаСы╢А ы╢Аъ╖╝ьЧР ы░ЬьГЭыРЬ ъ▓╜ыПДьжЭъ░А эШДьГБьЭА эЫДьЧ┤ь▓ШыжмьЧР ьЭШэХ┤ ыкиьЮмьЭШ ъ▓╜ыПДъ░Т ьЭ┤эХШ(ьХ╜ HV 130)ыбЬ ьЩДэЩФыРиьЭД ьХМ ьИШ ьЮИыЛд. ьЭ┤ыКФ ызИь░░ьЪйьаСьЛЬ ы░ЬьГЭэХЬ ьЮФыеШьЭСыаеьЭ┤ эЫДьЧ┤ь▓Шыжмые╝ эЖ╡эХШьЧм ьаЬъ▒░ыРШьЧИьЭМьЭД ьЭШып╕эХЬыЛд. ъ╖╕ыжмъ│а ъ┤СэХЩэШДып╕ъ▓╜ ъ┤Аь░░ъ│╝ ъ▓╜ыПДы╢ДэПмьЧР ъ╖╝ъ▒░эХШый┤ ьЧ┤ьШБэЦеы╢АыКФ ьЪйьаСъ│Дый┤ьЧРьДЬ ьвМьЪ░ыбЬ ъ░Бъ░Б 4mm ьаХыПДьЭ╕ ъ▓ГьЬ╝ыбЬ эМРыЛиыРЬыЛд. ыШРэХЬ ызИь░░ьЪйьаСыРЬ ъ┤АьЭШ ьЧ┤ьШБэЦеы╢АьЧРьДЬ ъ┤АьЭШ ыВ┤ъ▓╜ ы╢АьЬДьЩА ьЩ╕ъ▓╜ ы╢АьЬДьЧР ыМАэХЬ ъ░Бъ░БьЭШ ъ▓╜ыПДы╢ДэПмъ░А ъ▒░ьЭШ ы╣ДьК╖эХШъ▓М эСЬьЛЬыРШъ│а ьЮИьЭМьЭД ьХМ ьИШ ьЮИыЛд. ьЭ┤ыКФ ызИь░░ьЪйьаС эЫД ыМАъ╕░ ьдСьЬ╝ыбЬьЭШ ьЧ┤ы░йь╢ЬьЧР ьЭШэХЬ ыГЙъ░БьЖНыПДъ░А ьдСьЛмы╢Аы│┤ыЛд ьЫРьг╝ы╢АыбЬ ъ░ИьИШыбЭ ьжЭъ░АэХШьЧм ыГЙъ░БьЖНыПДъ░А ьжЭъ░АэХШъ╕░ ыХМым╕ьЭ┤ыЛд. ыГЙъ░БьЖНыПДыКФ ып╕ьД╕ьб░ьзБы│АэЩФьЧР ьШБэЦеьЭД ып╕ь╣Шый░ ыГЙъ░БьЖНыПДъ░А ьжЭъ░АэХаьИШыбЭ ьЭСъ│аьб░ьзБьЭА ып╕ьД╕эЩФ ыРШъ│а, ьЧ┤ь▓ШыжмьД▒ыПД ьжЭъ░АыРЬыЛд. ыФ░ыЭ╝ьДЬ Fig. 8ьЧР эСЬьЛЬыРШьЦ┤ ьЮИыКФ ы░ФьЩА ъ░ЩьЭ┤ ызИь░░ьЪйьаС ъ┤АьЭШ ьЪйьаСьШБьЧн ъ▓╜ыПДъ░А ыВ┤ъ▓╜ы╢Аы│┤ыЛд ьЩ╕ъ▓╜ы╢АьЭШ ъ▓╜ыПДъ░А ьХ╜ъ░Д ыНФ эБмъ▓М ыВШэГАыВШъ│а ьЮИыЛд.
Fig. 9ыКФ ы│╕ ьЧ░ъ╡мьЧРьДЬ ьДдьаХэХЬ ь╡ЬьаБьб░ъ▒┤(n=1000rpm, HP=10MPa, UP=15MPa, HT=9sec, UT=5sec)ьЧР ыМАэХШьЧм ызИь░░ьЪйьаСьЮм(a, b, c)ьЩА эЫДьЧ┤ь▓ШыжмьЮм(d, e, f)ьЭШ ъ┤СэХЩэШДып╕ъ▓╜ ьб░ьзБьЭД эСЬьЛЬэХШъ│а ьЮИыЛд. ыи╝ьаА ыВШьЭ┤эГИ ьЪйьХбьЬ╝ыбЬ ьЧРь╣нэХЬ эЫД(Kong et al., 2010), ьЪйьаСъ│Дый┤(WI), ьЧ┤ьШБэЦеы╢А(HAZ) ы░П ыкиьЮм(BM)ые╝ ъ░Бъ░Б ы░░ьЬи 200ы░░ыбЬ ъ┤Аь░░эХЬ ъ┤СэХЩэШДып╕ъ▓╜ ьВмьзДьЭ┤ыЛд.
Fig.┬а9
Microstructures of as-welded and PWHT(├Ч200), welding conditions : n = 1000 rpm, HP = 10 MPa, UP = 15 MPa, HT = 9 sec, UT = 5 sec
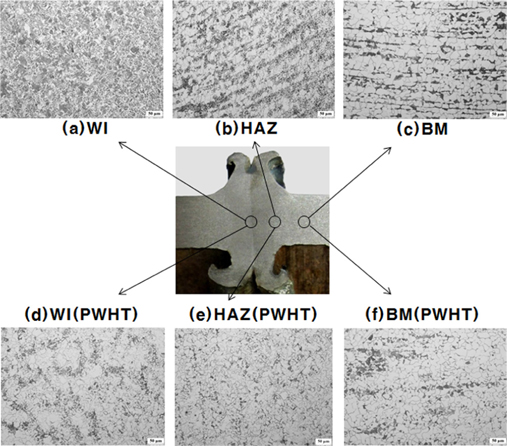
(a)ыКФ ызИь░░ьЪйьаСьЮмьЭШ ьЪйьаСъ│Дый┤ы╢АьЧР ыМАэХЬ ъ┤СэХЩэШДып╕ъ▓╜ьб░ьзБьЭ┤ый░, ъ╕ЙыГЙьЧР ьЭШэХ┤ ь╣иьГБ ызИые┤эЕРьВмьЭ┤эК╕(Lath martensite) ъ▓╜эЩФьб░ьзБьЭ┤ эШХьД▒ыРШъ│а ьЮИьЬ╝ый░, (b)ыКФ ьЧ┤ьШБэЦеы╢АыбЬьДЬ ьЪйьаС ьЧ┤ьЧР ьЭШэХ┤ ьЪйьЬ╡ьаРы╢Аъ╖╝ъ╣МьзА ъ╕ЙьЖН ъ░АьЧ┤ыРЬ эЫД ъ╕ЙыГЙыРиьЧР ыФ░ыЭ╝ ъ▓░ьаХыж╜ьЭ┤ ып╕ьД╕эХ┤ьзАъ│а ыкиьЮм ьдС ыЭа эШХэГЬьЭШ эН╝ьЦ╝ыЭ╝ьЭ┤эК╕(Pearlite)ъ░А ъ╡мьГБэЩФыРЬ эШХэГЬыбЬ ь╢ЬэШДыРШъ│а ьЮИыЛд. (c)ыКФ ыкиьЮмьЭШ ып╕ьД╕ьб░ьзБьЭ┤ый░, эОШыЭ╝ьЭ┤эК╕(Ferrite)ьЩА эН╝ьЦ╝ыЭ╝ьЭ┤эК╕ъ░А ы░┤ыУЬ(Band) эШХэГЬые╝ эШХьД▒эХШъ│а ьЮИыЛд. ьЭ┤ъ▓ГьЭА ыкиьЮм ьдСьЧР эХиьЬаыРЬ ьЭ╕ ыУ▒ъ│╝ ъ░ЩьЭА ы╢ИьИЬым╝ ьД▒ы╢ДьЭШ ьШБэЦеьЬ╝ыбЬ эГДьЖМьД▒ы╢ДьЭ┤ эО╕ьДЭыРШъ╕░ ыХМым╕ьЭ┤ыЛд.
(d)ыКФ эЫДьЧ┤ь▓Шыжмы╢АьЭШ ьЪйьаСъ│Дый┤, (e)ыКФ ьЧ┤ьШБэЦеы╢А ьб░ьзБьЭД ъ░Бъ░Б ыВШэГАыВ╕ыЛд. ьаДы░ШьаБьЬ╝ыбЬ ьЬаьВмэХЬ ьб░ьзБьЭШ ьЦСьГБьЭД ыВШэГАыВ┤ъ│а ьЮИьЬ╝ый░, ызИь░░ьЪйьаСы╢АьЧР ы╣ДэХ┤ эЫДьЧ┤ь▓Шыжмы╢АьЭШ ьб░ьзБьЭ┤ ыЛдьЖМ ьб░ыМАэЩФыРиьЭД ьХМ ьИШ ьЮИыЛд. (f)ыКФ эЫДьЧ┤ь▓ШыжмыРЬ ыкиьЮмьЭШ ьб░ьзБьЭД ыВШэГАыВ╕ыЛд. ьЧ┤ьШБэЦеы╢АьЭШ ъ▓╜ьЪ░ьЩА ьЬаьВмэХЬ ъ▓╜эЦеьЭД ыВШэГАыВ┤ъ│а ьЮИьЬ╝ый░, эК╣эЮИ эЫДьЧ┤ь▓ШыжмэХЬ ыкиьЮмьЭШ ьб░ьзБьЭА ызИь░░ьЪйьаСьЮмьЭШ ыкиьЮмьЧР ы╣ДэХ┤ ъ╖аьзИэЩФъ░А ызОьЭ┤ ы░ЬьГЭыРЬ ъ▓ГьЭД ьХМ ьИШ ьЮИыЛд. эХЬэО╕, Fig. 8ьЭШ ъ▓╜ыПД ы╢ДэПмьЧРьДЬыПД эСЬьЛЬыРШьЦ┤ ьЮИыКФ ы░ФьЩА ъ░ЩьЭ┤ ызИь░░ьЪйьаСьЮмьЧР ы╣ДэХ┤ эЫДьЧ┤ь▓ШыжмьЮмьЭШ ъ▓╜ыПДъ░А ыВоъ▓М эСЬьЛЬыРШыКФ ьЭ┤ьЬаыКФ эЫДьЧ┤ь▓ШыжмьЧР ьЭШэХ┤ ъ▓░ьаХыж╜ ьб░ыМАэЩФ ы░П ып╕ьД╕ьб░ьзБы│АэЩФъ░А ы░ЬьГЭэХШьЧм ьЧ░эЩФыРШъ╕░ ыХМым╕ьЭ╕ ъ▓ГьЬ╝ыбЬ ьВмыгМыРЬыЛд.
ьаДь▓┤ьаБьЬ╝ыбЬ ызИь░░ьЪйьаСьЮмьЩА эЫДьЧ┤ь▓ШыжмьЮмьЭШ ъ▒░ьЛЬ ы░П ып╕ьЛЬьаБьЬ╝ыбЬ ъ┤Аь░░эХЬ ъ▓░ъ│╝ ъ░ЬьЮмым╝ьЭ┤ыВШ ъ╕░ъ│╡, ъ╖аьЧ┤ьЭ┤ ы░Ьъ▓мыРШьзА ьХКьХШьЬ╝ый░, ызИь░░ьЪйьаСьЛЬ ыЛдьЦСэХЬ ъ░ЬьЮмым╝ ы░П ьВ░эЩФызЙьЭ┤ эФМыЮШьЛЬ(Flash)ыбЬ эЖаь╢ЬыРШьЦ┤ ъ▒┤ьаДэХЬ ьЪйьаСый┤ьЭШ ьаСэХйьЭ┤ ъ░АыКеэХШьШАыЛд. ъ▓░ъ│╝ьаБьЬ╝ыбЬ ызИь░░ьЪйьаСьЮмьЩА эЫДьЧ┤ь▓ШыжмьЮмьЭШ ызИь░░ьЪйьаС ъ│Дый┤ьЧРьДЬыПД ыСР ьЮмыгМъ░А ъ░ХыамэЮИ эШ╝эХйыРЬ ып╕ьД╕ьЮЕьЮРьЭШ эШ╝эХйьб░ьзБьЭД ьЭ┤ыгм ьб░ьзБьГБьЬ╝ыбЬ ьХДьг╝ ьЦСэШ╕эХЬ ьГБэГЬьЮДьЭД ьХМ ьИШ ьЮИьЧИыЛд.
4. ъ▓░ ыба
эХ┤ьЦСь░иыЯЙ ыУ▒ ьИШьЖбъ╕░ъ│Д ы╢ДьХ╝ьЧР ьВмьЪйыРШыКФ эШ╕ьКд ыЛИэФМьЭШ ьаЬьЮСъ│╡ьаХ ъ░ЬьДаьЭД ьЬДэХ┤ьДЬыКФ ызИь░░ьЪйьаС ьаБьЪйьЭ┤ ьЬаыжмэХШый░, ызИь░░ьЪйьаС ьб░ъ▒┤ьЭШ ь╡ЬьаБэЩФые╝ ьЬДэХЬ ы│╕ ьЧ░ъ╡мыбЬы╢АэД░ ыЛдьЭМъ│╝ ъ░ЩьЭА ъ▓░ъ│╝ые╝ ьЦ╗ьЧИыЛд.
(1) ь╡ЬьаБ ьЪйьаСьб░ъ▒┤ьЧРьДЬ ьЪйьаСы╢АьЭШ ьЭ┤ьЭМэЪиьЬиьЭ┤ 100я╝ЕьЧР ъ╖╝ьаСэХШъ▓М ыВШэГАыВмьЬ╝ый░, ьЪйьаСьЮмьЭШ ъ░ХыПД ыУ▒ ъ╕░ъ│ДьаБ эК╣ьД▒ьЭД ъ│аыадэХЬ ь╡ЬьаБьб░ъ▒┤ьЭА эЪМьаДьЖНыПД 1000rpm, ъ░АьЧ┤ьХХыае 10MPa, ьЧЕьЕЛьХХыае 15MPa, ъ░АьЧ┤ьЛЬъ░Д 9sec, ьЧЕьЕЛьЛЬъ░Д 5sec, ьЮмыгМьЖРьЛдыЯЙ 7.5mmьЭШ ъ▓░ъ│╝ые╝ ьЦ╗ьЧИыЛд.
(2) ызИь░░ьЪйьаСы╢АьЭШ ьжЭъ░АыРЬ ъ▓╜ыПДы╢ДэПмыКФ ьЪйьаСэЫДьЧ┤ь▓ШыжмьЧР ьЭШэХ┤ ыкиьЮмьЭШ ъ▓╜ыПД ьИШьдАьЬ╝ыбЬ ьЩДэЩФыРШый░, ьЭ┤ыКФ ызИь░░ьЪйьаС ьЛЬьЧР ы░ЬьГЭэХЬ ьЮФыеШьЭСыаеьЭ┤ эЫДьЧ┤ь▓ШыжмьЧР ьЭШэХ┤ ьаЬъ▒░ыРШъ╕░ ыХМым╕ьЭ┤ыЛд.
(3) ызИь░░ьЪйьаСьЮмьЩА эЫДьЧ┤ь▓ШыжмьЮмьЭШ ъ▒░ьЛЬ ы░П ып╕ьЛЬьаБьЬ╝ыбЬ ъ┤Аь░░эХЬ ъ▓░ъ│╝ ъ░ЬьЮмым╝ьЭ┤ыВШ ъ╕░ъ│╡, ъ╖аьЧ┤ьЭ┤ ы░Ьъ▓мыРШьзА ьХКьХШьЬ╝ый░, ызИь░░ьЪйьаС ъ│Дый┤ьЧРьДЬыПД ъ░ЬьЮмым╝ ы░П ьВ░эЩФызЙьЭ┤ эФМыЮШьЛЬыбЬ эЖаь╢ЬыРШьЦ┤ ьаСэХйы╢Аъ░А ъ▒┤ьаДэХЬ ьГБэГЬьЭШ ьб░ьзБьЭД эШХьД▒эХШъ╕░ ыХМым╕ьЧР ыздьЪ░ ьЦСэШ╕эХЬ ьаСэХйьГБэГЬъ░А ыРиьЭД эЩХьЭ╕эХа ьИШ ьЮИьЧИыЛд.




