Study on Standardization Methods for Reducing Revision Rate of Hull Production Design
Article information

Abstract
Structural design for shipbuilding is generally divided into three stages: the basic, detailed, and production designs, of which the production design is the most frequently revised among the three design stages. The revision involved in production design department was approximately 61% of the total 4,211 revision members and approximately 56% of the total 710 revision cases in the survey on the number of design revisions for nine ships. In this study, members and drawings with a high revision rate were investigated, and related design departments were identified. In addition, the work contents of the design department were analyzed to reduce the number of design revisions and three tasks are very frequently revised were selected. A survey was conducted with engineers engaged in the production design, after which, standards were proposed for the method of aggregating bills of materials, to employ macros to calculate the length of members and that of profile input data when reviewing drawings. Via the study, it was determined that the major causes of design revision are simple mistakes by engineers or lack of understanding on structural arrangement of basic members more than intricacies of prior design and high level specification. As a result of applying the proposed standards, it was confirmed that the design revision was reduced by approximately 40%.
1. Introduction
Generally, ship design comprises several design fields, such as structure, hull outfitting, machinery outfitting, electric outfitting, and cabin design. Structure design is also subdivided into basic, detailed design, and production designs (The Society of Naval Architects of Korea, 2011a). Conventionally, structure design is conducted in the following order: basic drawing, detailed drawing, assembly drawing, piece drawings, and cutting.
Currently, we live in an era when the fourth industrial revolution is being actively discussed. While insisting on the need for a paradigm shift toward digitalized, innovative, and high-value-added manufacturing methods in the marine shipbuilding industry, Bae (2020) emphasized the need for establishing an integrated platform for digital twin ships that minimize ship and equipment design and production errors, reduce ship construction costs, and improve work safety by building a ship system identical to the actual object in virtual space applying digital twin technologies. According to his argument, this integrated platform creates a digital mock-up by converting basic/detailed/production design into 3D CAD (Computer aided design) in the design/production stage of the ship. This mock-up contains a method for expressing digital twin ships by expressing the CFD (Computational fluid dynamics) and solid line measured physical quantities.
In addition, Sotano et al. (2020) researched on how Navantia, which is a state-run shipyard in Spain, promoted digital transformation, and introduced KETs (Key enabling technology) to their production system. They determined that the following 13 KETs are being considered in Navantia: 3D printing, autonomous guided vehicles, big data analytics, block chain, cloud, cyber security, digital platform, internet of things, modeling and simulation, new materials, robotics, virtual and augmented reality, and artificial intelligence printing. They also pointed out the necessary matters to apply Lean manufacturing, which has been the most innovative methodology during the last 20 years for production improvement via research and analysis of various data, to the shipbuilding industry.
Likewise, research on ship development methodologies is being conducted according to the changes in times, but in actual ship construction, there are still concerns about process delays due to multiple design revisions, and loss of reliability in the shipbuilding process by ship owners and classifiers. Revision works that occur during ship construction are conducted owing to various reasons, such as design, outfitting, production site, and ship owner requests. The design revision rate (%) is calculated as (number of members revised) / (total number of members) × 100, based on the number of members. This indicates the percentage of members that have been revised out of the total number. Results of examining the rate at which revisions occur based on actual data of three vessels per vessel type revealed that the revision rate for 135K LNG (Liquefied natural gas) carriers, 9,600 TEU (twenty foot equivalent units) container ships, and 103K oil tankers is approximately 0.82%, 2.0%, and 0.72%, respectively, and this revision rate should not be neglected, considering that the annual number of ships built is approximately 40.
However, results of aggregating the causes of revisions related to structural design revealed that the percentage of revisions related to hull production design was relatively high. Hull production design is a field that performs block division and considers production tasks (Kim et al., 2010), and its scope ranges from assembly drawings to piece drawings during the structural design process (Lee, 2013). Generally, in hull production design, an assembly method is selected to ensure that efficient production work can be performed according to the capability of the shipyard and depending on the structure and arrangement of the ship to be built as confirmed in the detailed design. Furthermore, work plans, nesting tasks, processing plans, and article and installation drawings for each member are drawn (Son, and Kim, 2013). Here, the term assembly method refers to providing information on “the way the ship should be made” in the field by expressing relevant information regarding the hull and design of the ship (The Society of Naval Architects of Korea, 2011b). In addition, the processing plan or drawing illustrates the unit part shape of the hull members, and the member nesting drawing refers to a drawing in which the steel material to be utilized, processing series, and work instruction numbers are written after making all necessary arrangements to ensure that efficient cutting and processing operations and be performed using the aforementioned steel material (Ryu and Kim, 2004; Sheen, 2012).
During the process of designing 60,000 to 100,000 members per ship via the above-mentioned design process, complaints are constantly being raised at production sites owing to design mistakes caused by lack of conceptual understanding and engineer mistakes. Another issue that was raised is that the specific work method differs depending on the engineer. This research was conducted to address these challenges and reduce confusion about drawings by establishing design-related work standards for the early settlement of new employees. In addition, although fundamental errors cannot be completely eliminated, whether the current revision rate caused by simple engineer mistakes can be dramatically reduced or not will also be considered in this research.
2. Design Revision Status Investigation and Analysis of Cause
Table 1 presents analysis results on the Cause Department, which is a department that provided revision causes based on the design revisions of nine ships for the past three years, in terms of numbers of revised members and revisions. According to Table 1, it can be observed that revision causes during the hull production design stage account for a large proportion. In other words, the revision rate that is obtained in the hull production design department is approximately 61.3% in terms of number of revised members, and 55.6% in terms of number of revisions.

Number of revision members and cases by department
Therefore, results of checking revision contents to determine revision causes during hull production design revealed that there are three major causes that explain the increased number of revision cases. The main revision causes are: 1) each engineer using a different method of aggregating bills of materials (BOM), 2) not creating a file and not using a list when using macros to calculate the length of members, and 3) failing to utilize profile input data for review after completion of hull production design drawing. Hereinafter, such revision causes are reviewed and analyzed.
2.1 The Absence of a Uniform Method of Aggregation for Bills of Materials
The first cause of revision is that, because each engineer employs a different method of aggregation of bills of materials, it causes member omission, insufficient quantity of members, and errors in work steps occur, which in turn delays production. Bill of materials aggregation works refer to the process of organizing and classifying which members correspond to which assembly process, by utilizing the bills of materials drawn for each member. The following is a simple example of a design revision related to the aggregation of bills of materials. If the engineer, while aggregating various bills of materials by assembly step (process), aggregates to assembly step B i.e. the bill of material of a specific member that is required in assembly step A, this member is created and sent to assembly step B. Then, because that member is absent from assembly step A, a design revision will be requested to recreate it . Here, bills of materials must be drawn for all members for cost reduction and quality satisfaction (reduction of shortages for the required members, reduction of waiting work hours because of absent parts, improved quality control of the required members, etc.) by accurate management of materials at each stage of production by work order unit to construct a ship (Kim et al., 2011). Therefore, multiple members are expressed as a block tree in which upper and lower members exist (Hwang et al., 2010).
As presented in Table 2, results of surveying 20 engineers on how to select the priority of each process when aggregating bills of materials revealed that four main methods are being employed. In the table, the order of priority is indicated with numbers 1–8. Numbers one and eight represent those that should be aggregated first and at the very end, respectively. Direct members (DM) in each item refer to single members in which cut members are directly delivered to sub-block/block assembly workshops. The number of people in the “Sum” column refers to the number of engineers that are employing each method. According to the table, aggregation methods M-1 (50%), M-2 (25%), and M-3 (15%) account for 90% of the total. Thus, it is confirmed that it is necessary to select a more reasonable bill of materials aggregation method among Methods 1 – 4 (indicated as M-1, etc.) and standardize it.

Method of aggregation according to priority for BOM
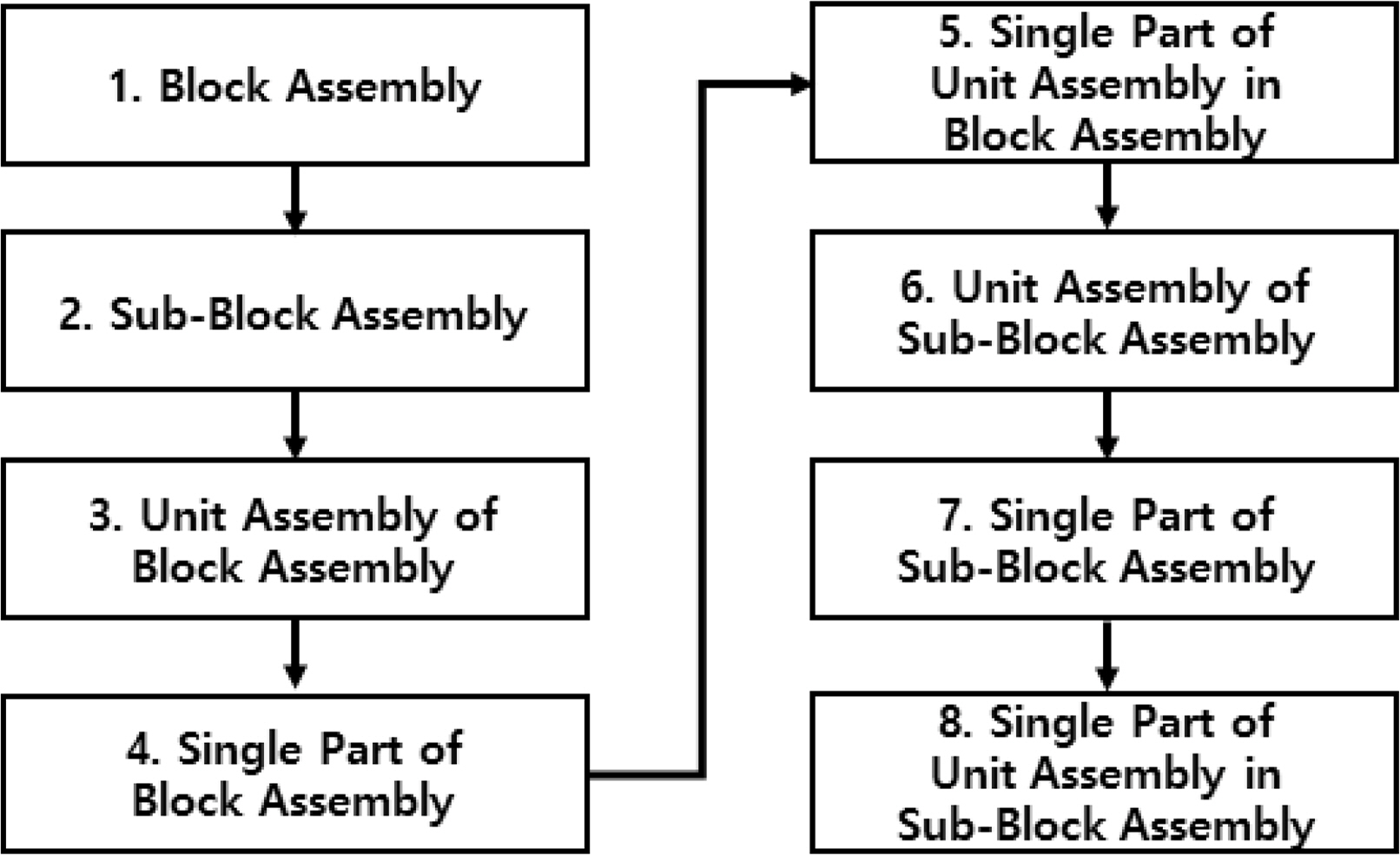
Here, the aggregation of bills of materials according to the priority of Method 1 for each process will be described as follows. For convenience, the double bottom structure (one cargo hold section in the longitudinal direction) of double hull oil tankers presented in the Common Structure Rules (IACS, 2021) will be utilized. The term sub-block/block assembly direct transfer member refers to seed stock that, bottom shell plating and inner bottom plating, is directly transferred to sub-block or block assembly processes without going through unit assembly processes. In other words, the bills of materials of cut members that are categorized by an individual bill of materials are aggregated by deciding which process (unit, sub-block, or block assembly process) those materials will be sent depending on their location, size, and shape, as illustrated in Fig. 1. To summarize, several members that compose a block pass through nesting and cutting processes. After this, they are classified according to the process in which they are required, by the afore-mentioned bill of materials aggregating process, and transferred to the workshop in which they are required, to ensure that the block manufacturing process can proceed efficiently and smoothly.
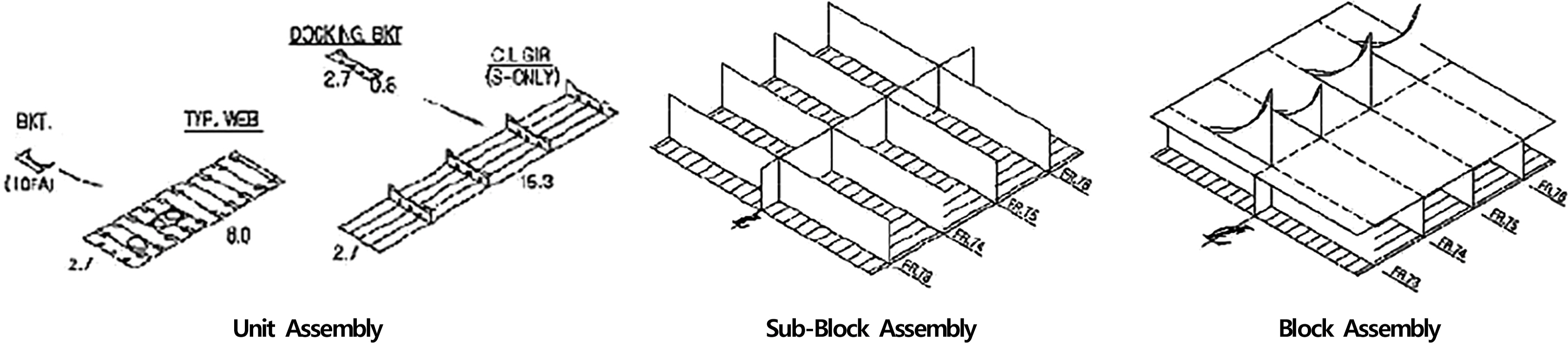
Assembly process in shipbuilding
Unit assembly, which is one of the bills of material aggregation items, usually refers to the process of welding three or four stiffeners on one side of a small plate. Welding stiffeners or brackets to some plates constituting centerline girders or web frames is an example of this. Sub-block assembly refers to the process of assembling members that have been reinforced via unit assembly. Sometimes, in order to secure an easy and quick welding posture with few welding defects, the assembly base if rotated by 90° or 180° according to the method, and then sub-block assembly is performed. Block assembly refers to assembling parts that have gone through sub-block assembling. Therefore, it can be observed that in Method 1, bills of materials are aggregated by order of the required size in the corresponding assembly, following the order of: direct delivery members for block assembly → direct delivery members for sub-block assembly → unit assembly members for block assembly→ unit assembly members for sub-block assembly. However, in Method 4, bills of materials are aggregated in reverse order based on the order of the production assembly process. In Method 2, BOMs are aggregated prioritizing direct delivery of assembly in the following order: direct delivery members for block assembly → unit assembly members for block assembly → direct delivery members for sub-block assembly → unit assembly members for sub-block assembly. In Method 3, BOMs are aggregated prioritizing unit assembly in the following order: unit assembly members for block assembly → direct delivery members for block assembly → unit assembly members for sub-block assembly → direct delivery members for sub-block assembly.
If BOM aggregation results are different during a series of production processes, various challenges arise. If members related to each process (unit, sub-block, and block assembly) are not accurately aggregated, member quantities can be omitted or input incorrectly, leading to cases in which no work can be done owing to the absence of appropriate members at the right time at assembly sites with different workshops for different sizes. In this case, both the current stage and follow-up stage schedules are interrupted.
In addition, because of this, sometimes the required members are transferred wrongly from unit assembly workshops to follow-up workshops, interfering with work processes. In severe cases, assembly operations may even not be able to proceed properly. In cases of low-skilled engineers, when aggregating bills of materials, some fail to be aggregated owing to mistakes. In this case, standardizing BOM aggregating methods is expected to improve the skill level of workers.
2.2 No Creation of Files and no Utilization of Lists When Using Length Calculating Macros
In the case of stiffeners, the length of members and angle of improvement generally vary depending on whether the end treatment is performed by welding or in the form of a snip. The length of members, and shape and angle of improvement of ends vary depending on the changing shape. Because this is done manually and errors occur frequently because of incorrect entries, it is better to have a standardized method for this.
Results of surveying 20 engineers on the creation of files and usage of lists after using macros revealed that 70% (14 engineers) of them do not feel the need to do it because it increases work steps; however, they all proved that creating files, using lists, and managing them is not a difficult task.
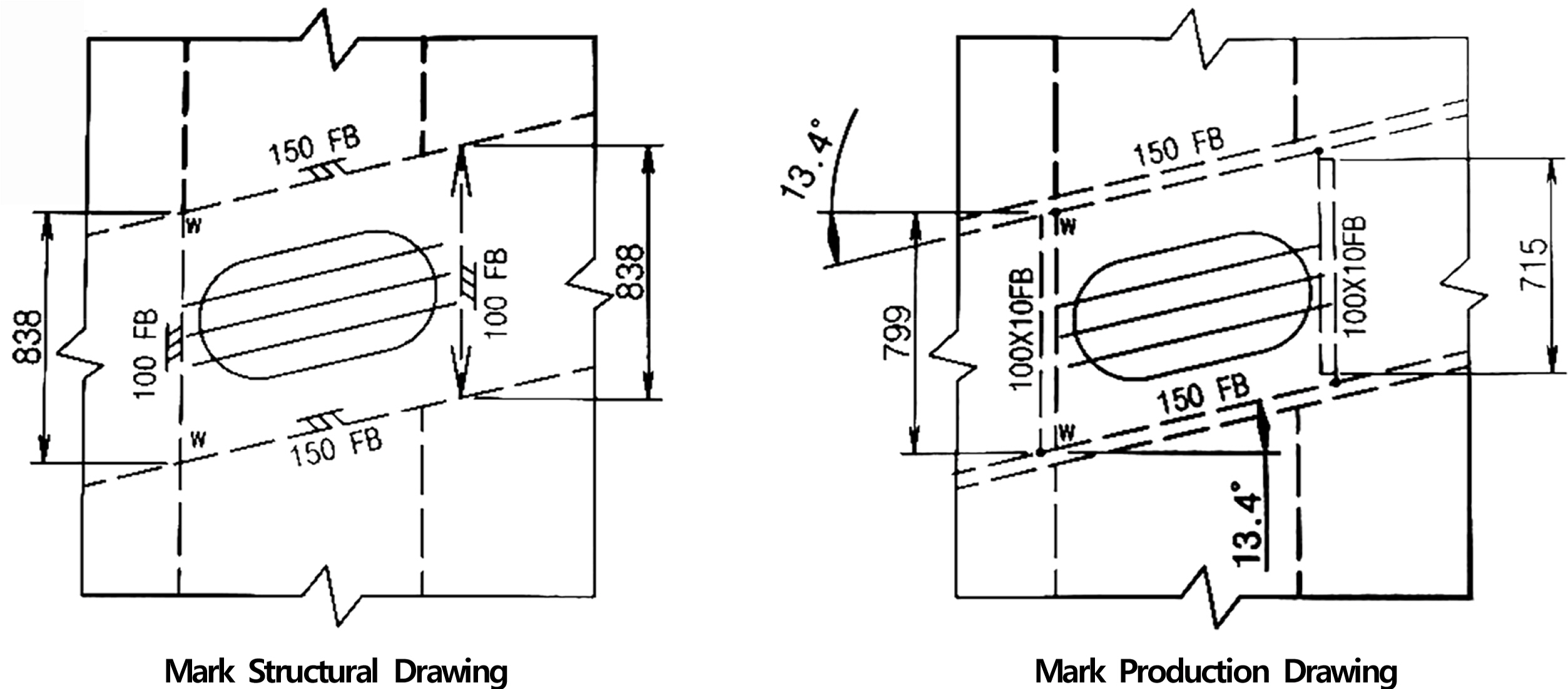
Challenges that may occur because of non-usage of macros are as follows. For example, when supporting members are reinforced vertically in the longitudinal direction, it is easier to solely consider the thickness of the supporting member when designing. However, as illustrated in Fig. 2, if reinforcement is not performed perpendicularly to the longitudinal direction of the member, the length of the inner side of the reinforcement will be short, and the length of the outside of the reinforcement will be designed considering the amount of inclination to produce an appropriate stiffener for the size of the corresponding member. Here, when using length calculating macros, the length is already calculated considering the angle between member and stiffener; hence, further revision is not necessary. However, errors occur sometimes during stiffener design because length calculating macros are not utilized even though there is no difficulty in utilizing them. When stiffeners are designed to be larger than the member length, the misdesigned stiffeners must be utilized after re-cutting. However, when a stiffener appears smaller than the member length, it must be discarded and rebuilt. In both cases, not solely additional revision is necessary, but the number of working hours which also affects the entire production process, is affected.
Standard mould line
Fig. 3 illustrates a use case for the result value provided when input data is given to WELD-LEN, a macro for length calculation. In the Mark Structural Drawing illustrated in Fig. 2, after initially selecting the stiffener whose length is to be calculated, both members to be touched are additionally selected to form the macro illustrated on the left side of Fig. 3. This way, the actual length of the stiffener can be calculated considering the amount of inclination at which it is touched. The terms “In-side” and “Out-side” indicate the thickness of the inside and outside of the member to be calculated. The term “Thick” refers to the thickness of the member to be calculated. “True-length” refers to the actual length of the member, and “In-bevel” and “Out-bevel” express the amount of inclination between the inside and outside of the member in terms of angles.

Input and output of WELD-LEN program
2.3 Failing to Use Profile Input Data for Review
This refers to cases in which on-site revisions occur because of omission of profile length and penetrating member slot hole markings. Survey results revealed that all 20 engineers do not feel the need to use profile input data. The reason is because although it is not difficult to utilize, input data alone is not enough for location confirmation, which implicates that further setting of input data is necessary.
In Fig. 4, what each item represents in profile input data is summarized. For example, the following is a part of the macro for profiles that are vertically attached to transverse bulkheads. Number 1 indicates the profile’s size and direction, number 2 indicates the profile’s starting and ending locations, and numbers 3 and 4 indicate the entering location of the profile.
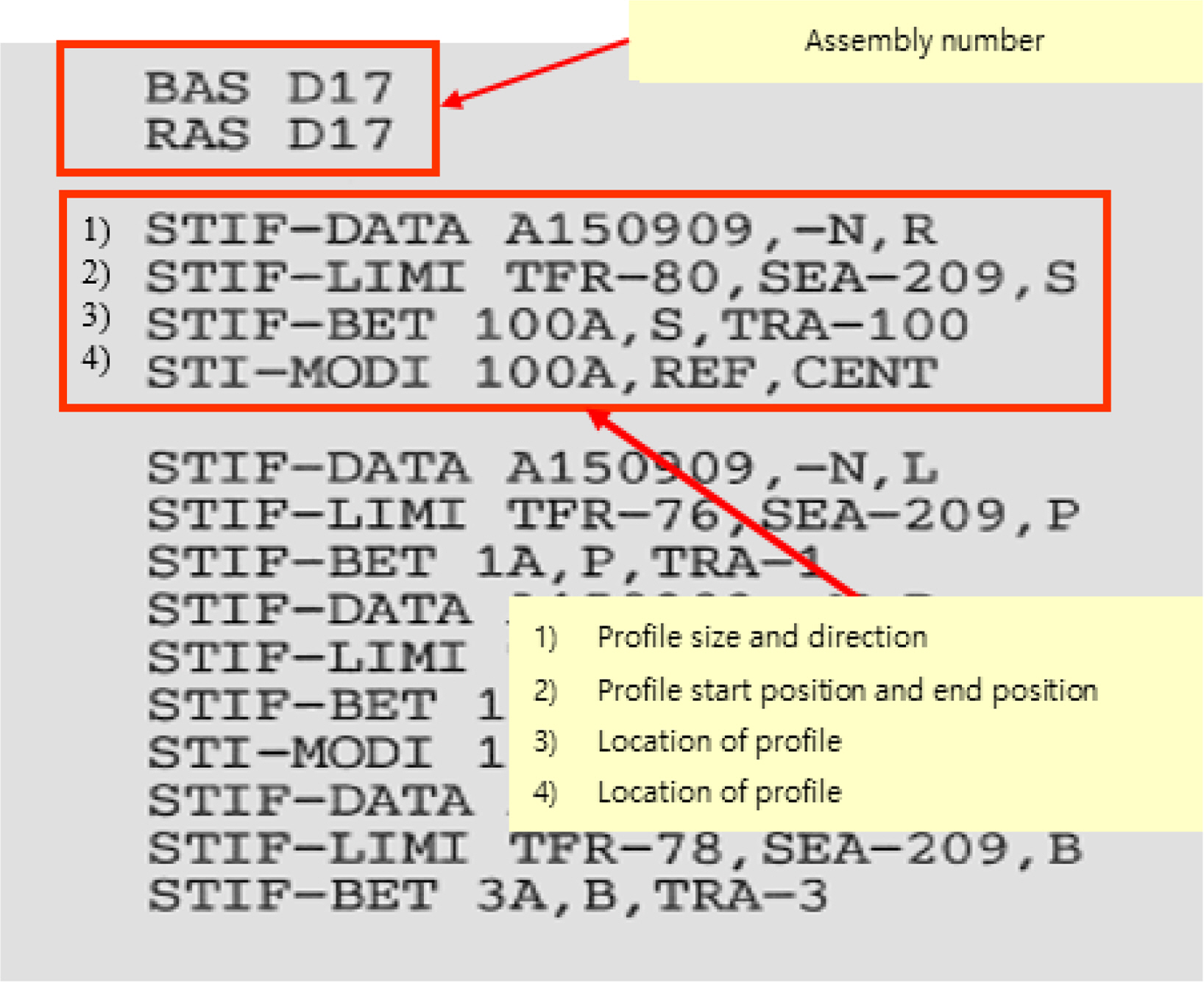
Description of profile input data
Fig. 5 illustrates a case of challenges that occur because of not utilizing profile input data. In this case, profile input data is not employed, leading to on-site re-modification due to non-installation of a slot hole for the longitudinal stiffener to pass through the abacus.
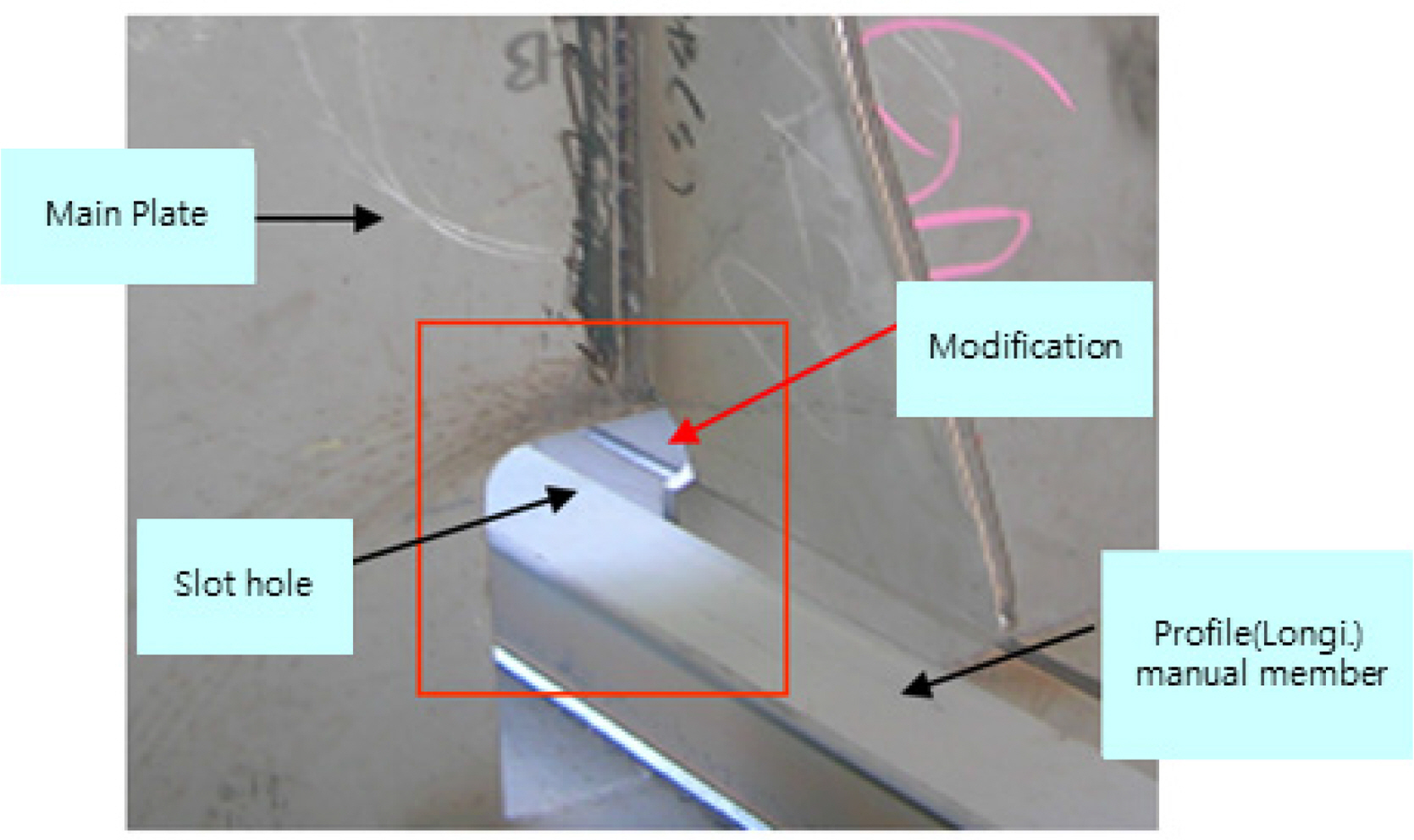
Case of unformed profile input data
3. Improvement Plan and Review of Each Revision Cause
In chapter 2, causes of revision were explained. Also, challenges that might occur owing to each of the explained revision causes were examined. Furthermore, improvement measures for each challenge will be presented to reduce the occurrence of revisions.
3.1 Standardization of BOM Aggregation Methods
In Table 2, the design process of BOM aggregation methods was summarized by surveying hull production engineers. After consultation with hull production engineers, if M-1, which is a method that several engineers utilize for BOM aggregation, was selected and standardized as illustrated in Fig. 6, to ensure that the work flow progressed from block assembly units to sub-block assembly and unit assembly units, several engineers would use the same process for work. To standardize a BOM aggregation method, a BOM aggregation manual should be drawn, shared with engineers, and attached to BOM lists during drawing inspection. If this is utilized for the sequential aggregation of each process (block assembly, sub-block assembly, and unit assembly), assembly (craft) drawing pages could be aggregated by order, enabling the confirmation of member names and missing quantities by order, thus facilitating BOM list creation. This would significantly reduce errors such as assembly inconsistencies, member name omissions, missing quantities, etc.
Flow-chart of unified BOM aggregation method
3.2 Inspections Using Results of Length Calculating Macro Data
The possibility of engineers not employing calculation data on the length and angle of members considering improved amounts, thus inputting results after visually checking macro results was a concern in relation to typing errors. Education was imparted on the need of data usage, and length calculating macro use procedures were supplemented/reestablished and standardized. After model completion, length calculating macros were utilized to form data. In addition, the input macro data were provided to the drawing inspector along with result macro data. During the process of drawing input and output data, the engineer performed one more inspection directly to reduce errors. To perform the same macro-using process, manuals were drawn and taught, using length calculating macro result data is registered in machining drawing inspection lists, and input/output files were attached to machining drawing inspections. This was done so that both engineers and drawing inspectors were able to check result data more easily by printing and attaching it to reduce the trouble of design drawing inspectors having to check model members simultaneously.
3.3 Mandatory Use of Profile Input Data When Reviewing Process Results
The work flow was standardized by creating manuals after complementing processes to ensure that data such as flange orientation and cases in which slot holes appear, owing to profile members piercing through the floor or deck is correctly input, and errors were minimized by mandatorily employing input data and attaching them during drawing inspections. As illustrated in Fig. 8, by enforcing the mandatory utilization of profile input data, data such as profile member sizes, locations, flange directions, thickness direction, member length, and improvement amount according to the inclination angle of members will be provided to drawing inspectors along with the finished drawings. Data errors can be reduced by having data files inspected by engineers when creating them, and inspected again by drawing inspectors, which would significantly reduce quality issues caused by typing errors. Improvements were made to reduce errors related to length, slot hole omissions, and marking when creating cut drawings by having input data and check lists inspected by drawing inspectors in line with a standardized work flow.
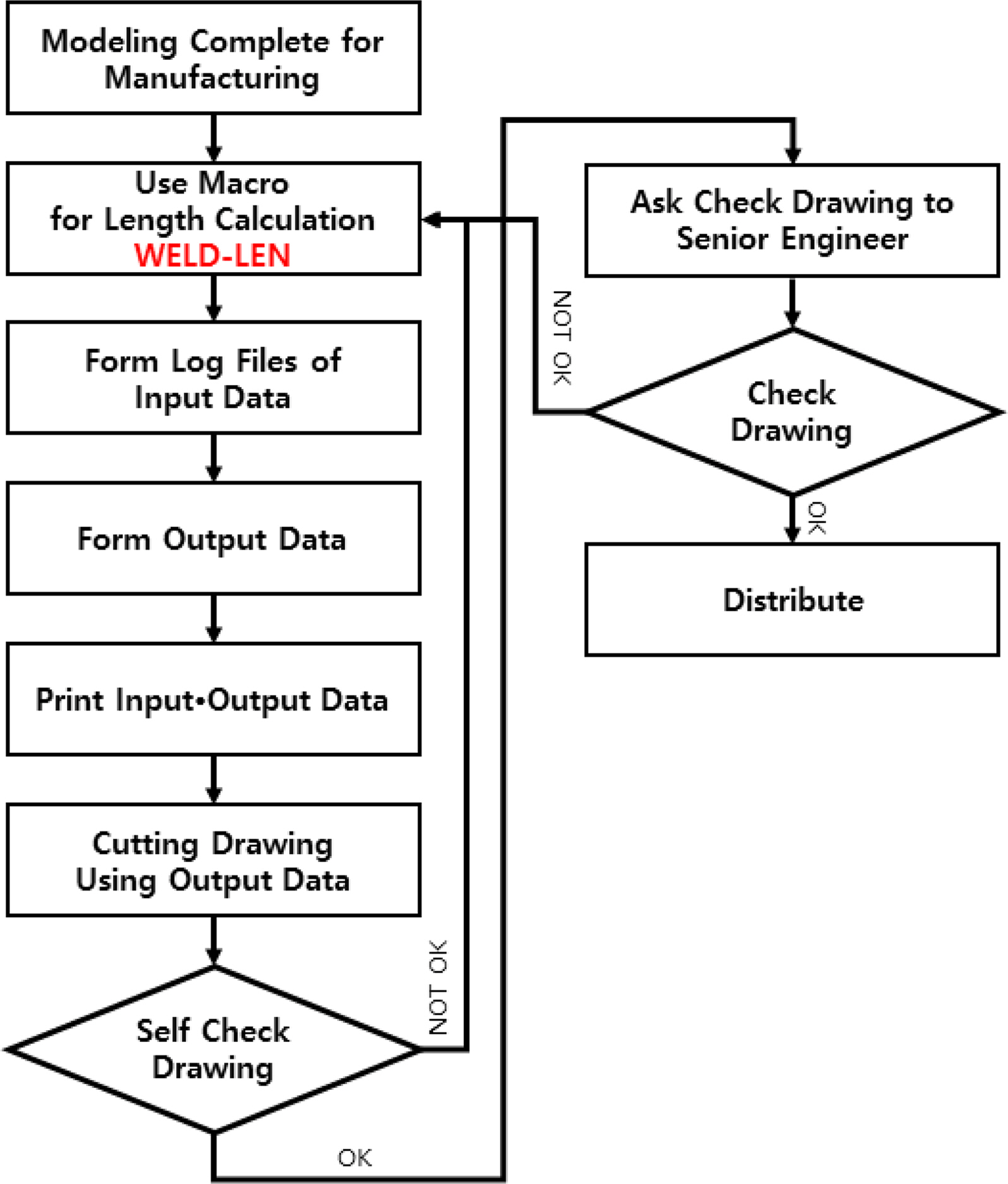
Complemented method flow-chart using macro for calculating length

Complemented method flow-chart using profile input data
4. Conclusion and Future Research
To minimize the amount of revisions that occur because of simple mistakes or errors of ship hull production engineers, this research analyzed a few of the most common revision causes related to simple mistakes or errors. Main revision causes that occur during hull production design were observed as: 1) absence of a standardized bill of materials (BOM) aggregation method, 2) no creation of files and no utilization of lists when utilizing length calculating macros, and 3) no utilization of profile input data during inspections. Improvement measures for these revision causes are as follows.
Avoiding confusions by standardizing a method of aggregating BOMs among engineers to reduce the rate of errors that occur when writing correct member assembly placement and quantities.
Reducing the frequency of revisions that can occur during member production by having member length calculating macro files and lists printed and handed to design drawing inspectors for inspection along with drawings.
Reducing the occurrence of additional revisions using profile input data when reviewing process results.
Via research, it was determined that most hull production design errors are not caused by ship difficulties such as intricateness or high specifications of design drawings, but by simple engineers mistakes or misunderstanding the layout of base members. Items pointed out to be the cause of malfunctions vary significantly depending on the competence of workers, which means that establishing and applying new standards is an effective alternative. Results of applying three different countermeasures caused a reduction of approximately 40% in the rate of malfunction in comparison with the previous revision rate. These countermeasures can be applied to all types of ships and are expected to contribute significantly to the reduction of the revision rate in hull production design because they are able to reduce the deviation caused by the skill level of operators.
Standards similar to those presented in this research are likely to be applicable to other ship design fields with valid effects. In other words, it would be effective to conduct additional research on thoroughly reviewing work standards and implementation of standards by engineers, as conducted in this research, to reduce the amount of revision cases that occur in other ship design areas such as hull fitting, machinery fitting, electric fitting, and cabin design.
Notes
Tak-Kee Lee serves as an editor of the Journal of Ocean Engineering and Technology, but has no role in the decision to publish this article. No potential conflict of interest relevant to this article was reported.