
1. 서 론
고정밀 가공은 현재 모든 산업분야 및 제조 공정에 중요한 기반기술이며, 고품질 제품을 생산하기 위해 필수적으로 요구된다. 이러한 고품질의 제품을 생산하기 위해 여러 가지 공작기계의 오차 개선에 관한 연구가 진행되고 있다. 공작기계 오차는 기계구조나 부품들의 기하학적 오차, 정적, 동적 변형 그리고 열변형 오차 등 있다. 이러한 오차 중 열변형의 오차는 공작기계 정밀도에 40-70% 영향을 미치며, 열변형 문제는 수 ㎛ 정적, 동적 변형과 달리 수십 ㎛에 달함으로 우선적으로 다루어져야 할 문제이다.
열변형 오차의 70% 이상이 스핀들의 발열에 기인한 것으로 연구된 결과가 있다(Bryan, 1968; Srinivasan and Zigert, 1996). 이와 같이 스핀들의 발열이 공작기계의 정밀도에 큰 영향을 미침에도 불구하고 스핀들의 형상개선에 대한 연구는 미비한 실정이다. 따라서 본 논문에서는 공작기계의 가공오차를 개선하기 위하여 스핀들의 정적변형 해석 및 열변형 해석을 수행하였으며, 해석결과를 바탕으로 회전중심합성계획법을 통하여 표본으로 구성하였다(Chi et al., 2004) 또한, 크리깅 근사모델을 적용한 반응표면을 통하여 설계변수의 상관관계를 규명하고, 이를 바탕으로 스크리닝 방법을 통하여 선정된 후보군을 스핀들 초기모델과 비교 분석하였다.
2. 연구모델
2.1 초기 스핀들 설계
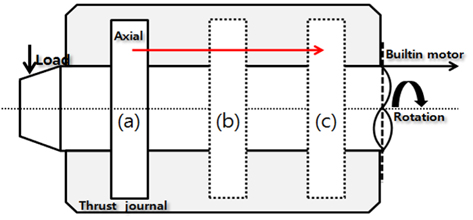
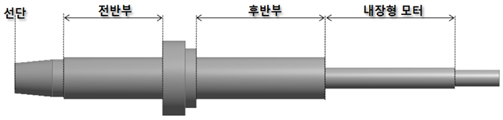
본 연구 모델은 유정압 베어링과 내장형모터를 적용한 연삭 가공용 스핀들이다. 유정압 베어링은 외부에서 가압된 고압의 윤활유체를 베어링 틈새에 강제적으로 공급하여 윤활유체막을 형성시키는 방식이다. 이러한 윤활유체막은 점성마찰 저항에 의한 발열이 문제가 되고 있다. 발열에 문제되는 중요한 인자는 스핀들형상과 베어링의 위치이며, 초기 스핀들 설계는 베어링의 위치를 고려하기 위하여 Fig. 1과 같이 스러스트저널의 위치에 따른 열적 관점을 고려하였다(Park et al., 2011; Park et al., 2006). (a)의 스핀들의 구조는 축방향을 지지하는 레이디얼 베어링이 후반부에 위치하며, 후반부에서 열변형이 발생한다. (b)의 스핀들의 구조는 축방향을 지지하는 레이디얼 베어링이 스러스트 베어링 전, 후반에 있으며, 열변형이 선단과 후반부에 동일하게 발생한다. 따라서 (a)의 구조에 비해 열적인 관점에서는 불리하지만 전체적인 구조의 오버행이 작아 정적 변형에 유리한 구조이다. (c)의 구조는 레이디얼 베어링이 전반부에 위치하고 있어 열변형에 가장 불리한 구조이다. 따라서 전체적인 구조적 특성을 고려하여 열변형 및 정적 변형을 최소화 할 수 있는 구조로 Fig. 2와 같이 기초 설계하였다(Lee et al., 1996).
3. 예비해석
3.1 스핀들 정적변형 해석
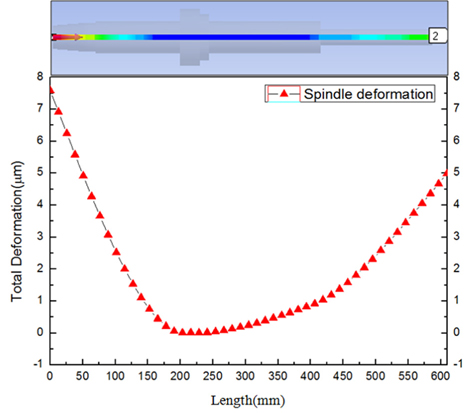
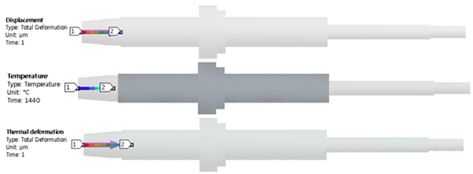
스핀들의 정적 변형 구체화하기 위하여 스핀들 선단에 임의의 가중치에 따른 구조적 특성을 해석하였다. 해석에 사용된 연삭 저항력은 선행연구(Choi et al., 2002) 실험결과를 참고하였으며, STD11공구강의 연삭저항력 200N을 고려하여 해석을 수행하였다. 해석에 사용된 물성치는 Table 1과 같으며, 해석 조건은 스핀들에 적용될 연삭 숫돌의 크기 ø400를 고려하여 −Z축 방향으로 200N의 Remote force를 적용하였으며, 스핀들의 중앙의 지지력을 고려하여 중앙부에 Displacement의 옵션으로 수직, 수평인 Z, Y축 방향을 고정하였다. 또한 수직방향으로 중력가속도를 적용하였으며, 구조해석에 사용된 메시는 70,730개의 노드와 19,456개의 요소로 구성되었다. Fig. 3은 초기 모델의 정적변형 해석결과를 나타내고 있다. 해석결과 연삭 저항력을 받는 선단에서 −Z축 방향으로 7.6㎛의 굽힘변형 형상을 나타내고 있으며, 베어링의 비접촉 지지에 영향을 받는 스핀들 선단부터 150mm에서 400mm까지는 1㎛ 이내의 변위가 발생 하였다. 또한 400mm 지점에서 스핀들 끝단까지의 변위는 구조물의 자중에 의해 증가하는 구간을 형성하였다.

3.2 스핀들 열변형 해석
스핀들의 발열조건을 고려하기 위하여 유정압 스핀들의 윤활유 온도특성에 대한 실험을 진행하였다. 실험조건은 냉각유량 20 ℓ/min로 고정하여 냉각유의 설정온도를 16℃, 18℃, 20℃ 3가지 조건으로 발열 실험을 하였다. 대기온도는 20±1℃에서 스핀들을 4000rpm으로 회전시켜 100분 동안 10초 간격으로 열전대를 통해 발열온도를 측정하였다. 실험결과는 Fig. 4와 같이 20℃ 조건은 최대온도가 25℃로 높게 측정되었으며, 16℃ 조건은 최소온도가 12℃로 낮게 측정되었다. 따라서 구조물의 발열에 영향이 클 것으로 예상되는 20℃ 조건의 1step을 고려하여 과도열전달해석을 수행하였다. 해석조건은 유체면적과 스핀들의 접촉면적에 회전부 강제대류 125W/㎡K와 대기온도 20℃를 적용하였으며, 1step의 온도 24.5℃의 1440초의 조건을 고려하여 해석을 수행하였다. 또한 스핀들의 열변위해석은 과도열전달 해석을 통해 얻은 스핀들의 온도를 열하중으로 적용하여 열연성해석을 수행하였다. 해석에 사용된 소재의 물성치는 Table 2와 같으며, 메시는 87,091개의 노드와 35,525개의 요소로 구성되었다.
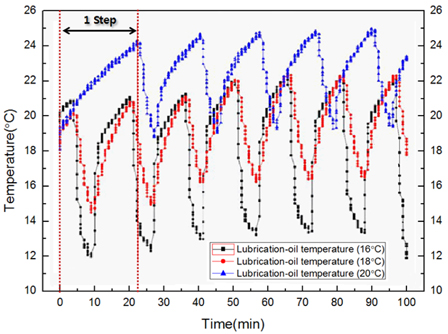
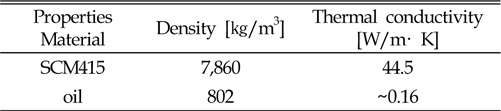
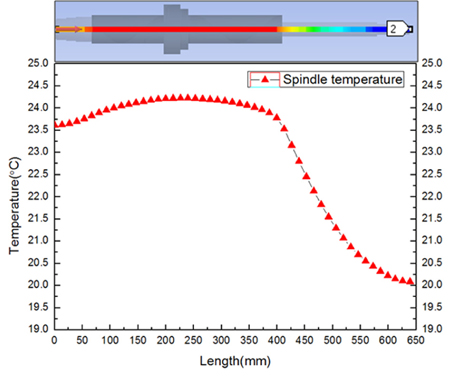
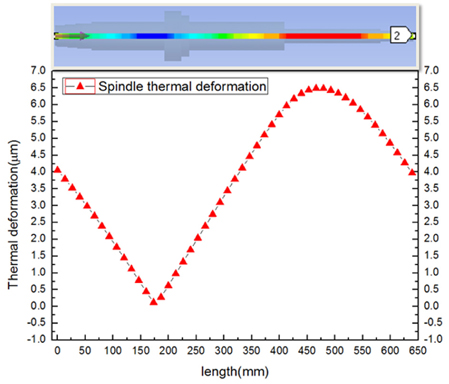
Fig. 5는 과도 열전달 해석결과를 나타내고 있다. 해석결과 비선형적인 형태로 온도가 증가하다 정상상태의 온도분포를 보였으며, 윤활유체의 열전달에 의해 스핀들 선단의 온도가 증가하였다. 스핀들의 최고 온도는 스핀들의 중앙에서 24.2℃의 온도를 나타내고 있으며, 225mm 지점에서 선단으로 갈수록 점차 온도가 감소하는 경향을 확인하였다. Fig. 6은 과도 열전달 해석을 통해 산출된 열하중을 고려한 열변위 해석결과이다. 가공정밀도에 큰 영향을 미치는 선단의 열변위를 고려해야 하며, 선단의 열변위는 4.2㎛의 열변위가 발생하였다. 실제 연삭 가공 시 가공시간과, 회전수의 증가 등 외부요인에 의해 열변위가 상이하게 작용할 것으로 판단한다.
4. 실험계획법을 통한 분석
4.1 실험계획법의 변수 선정
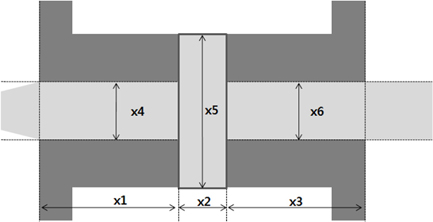
스핀들 형상 최적화하기 위하여 설계변수와 출력변수를 선정하였다. 설계변수는 전반 베어링의 길이(x1)와 직경(x4), 스러스트 베어링 길이(x2)와 직경(x5), 후방 베어링의 길이(x3)와 직경(x6)으로 Fig. 7과 같이 총 6개의 인자로 구성되며, 함수로 정식화하면 아래와 같다.
find x1, x2, x3, x4, x5, x6
given [mm] 115 ≤ x1 ≤ 145, 25 ≤ x2 ≤ 35, 155 ≤ x3 ≤ 185, 20 ≤ x4 ≤ 35, 40 ≤ x5 ≤ 55, 20 ≤ x6 ≤ 35
스핀들 형상 최적화의 출력변수는 Fig. 8과 같이 가공 정밀도에 영향을 미치는 선단의 변위, 온도와 열변위로 3개의 인자로 구성되며, 다중반응최적화를 목표로 하였다. 다중반응최적화 방법은 각 출력변수를 최적화하는 설계변수들의 수준 조합을 탐색하여 만족함수 최대화를 통해 최적해를 산출하는 방법이다 (Kim et al., 2007; Kim et al., 2013). 출력변수를 목적함수로 정식화하면 아래와 같다.
minimize to lthermal def.(xi), ldef.(xi), ltemp.(xi) i = 1, 2, 3, 4, 5
4.2 표본 추출
표본점을 추출하기 위하여 회전중심합성계획법을 사용하였다. 회전중심합성계획법은 설계점의 분산이 중심점으로부터 동일한 거리에 있는 모든 두 지점에 동일한 회전성을 가지며, 신뢰성 및 효율성을 향상 시킬 수 있다. 효율적인 표본추출을 위하여 5수준의 부분 요인배치법을 기반으로 표본점들의 수를 제한하여 총 90개의 표본을 추출하였다. 회전중심합성계획법을 구성하기 위한 축점 α값은 식(1)과 같다.

4.3 주효과분석
추출된 표본점을 통하여 주효과분석을 하였다. 주효과도는 변수의 각 수준의 적합평균을 선으로 표시하며, 각 수준에 따른 상대적 영향력을 비교할 수 있다. 주효과분석은 Minitab을 이용하여 설계변수와 출력변수간의 영향력을 비교하였다. Fig. 9는 주효과분석 결과를 나타내고 있으며, (a)는 각 설계변수에 대한 스핀들 변위의 주효과도로 설계변수 x1, x4의 영향력이 크며, 그 외의 설계변수는 영향력이 작음을 알 수 있다. (b)는 온도에 따른 주효과도 분석결과이며, 설계변수 x4 영향력이 크고 그 외의 설계변수는 영향력이 적은 것을 확인할 수 있다. (c)의 열변위의 주효과도를 비교 분석하면 설계변수 x1, x3, x4, x6의 제외한 x2, x5의 영향력은 적은 것을 확인할 수 있다. 따라서 주효과도 분석결과 영향력이 적은 설계변수 x2, x5를 제외한 설계변수 x1, x3, x4, x6에 대하여 반응표면분석을 진행하였다.

4.4 반응표면분석
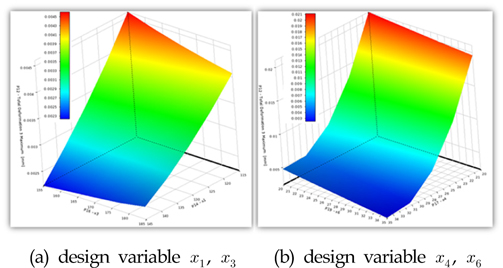
반응표면법은 통계적인 분석을 이용하여 복잡한 형태를 갖는 최적화 문제를 해결하는 방법이다. 이러한 방법을 적용하여 설계변수와 출력변수에 대한 관계를 분석 하였다. 반응표면분석을 위해 회전중심합성계획법을 적용한 표본점은 전체영역을 보간 하지 않고 있다. 이러한 점을 보완하기 위하여 크리깅 모델을 사용하였다. 크리깅 모델은 국부편차 및 반응표면 전체설계 영역을 보간 할 수 있는 다차원 보간법이다. 반응표면은 스핀들의 변위, 온도와 열변위에 대한 출력변수와 설계변수 x1, x3 및 x4, x6로 구성하여 분석 하였다. Fig. 10은 스핀들 변위의 반응표면을 나타내고 있다. (a)는 x1, x3에 대한 변위의 반응표면을 나타내고 있으며, 최적의 조건은 스핀들 전반부의 길이가 클수록 선단의 정적변형에 유리하며, 후반부의 길이가 클수록 유리한 것을 확인 할 수 있다. (b)는 x4, x6에 대한 변위의 반응표면을 나타내고 있으며, 최적의 조건은 전반부 스핀들의 직경을 크게 할수록 정적변형에 유리함을 알 수 있다. 이러한 이유는 스핀들 직경의 체적이 증가할수록 단위응력이 감소하기 때문이다. Fig. 11는 스핀들 온도의 반응표면을 나타내고 있다. (a)는 x1, x3에 대한 온도의 반응표면으로 전반부의 길이가 클수록 온도감소에 유리함을 확인 할 수 있다. (b)는 x4, x6에 대한 온도의 반응표면이며, 스핀들 선단의 온도 감소를 위해서는 스핀들 전반부의 직경이 클수록 온도가 감소함을 알 수 있다. 이러한 원인은 열전도식에 의해 스핀들의 직경이 클수록 전도된 열의 양이 감소하여 스핀들 선단의 온도가 낮아지기 때문이다. Fig. 12는 스핀들 열변위의 반응표면을 나타내고 있다. (a)는 x1, x3에 대한 열변위의 반응표면이며, 스핀들의 전, 후반부의 길이가 커질수록 열적처짐에 따른 열변위가 증가하는 경향을 확인 할 수 있으며, 최적의 조건은 스핀들 전, 후반부의 길이를 줄이는 것이 유리함을 확인 하였다. (b)는 x4, x6에 대한 스핀들 열변위의 반응표면으로 전, 후반부 직경이 클수록 열변위가 감소하는 경향을 확인 할 수 있다. 이러한 경향은 온도의 반응표면과 일치하고 있음을 알 수 있다.


4.5 반응표면 적합도 분석
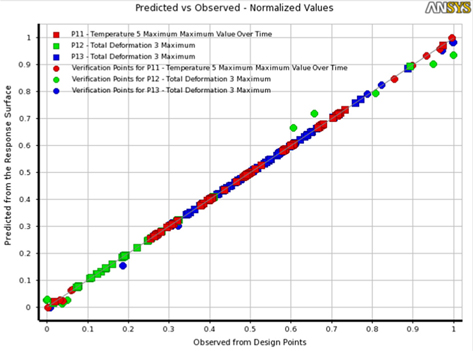
크리깅 모델을 통하여 생성된 반응표면에 대한 적합도는 결정계수(R-squared)를 통하여 확인하였다. 결정계수는 반응표면의 출력 변수의 변화에 대한 적합 정도를 나타내는 값으로 1에 가까울수록 적합성이 좋다. Fig. 13은 스핀들의 온도, 변위, 열변위의 반응표면의 결정계수를 나타내고 있다. 전체적으로 1에 수렴하고 있으며, 크리깅 모델을 통한 반응표면의 높은 적합성을 확인할 수 있다.
5. 스핀들 형상 최적화
5.1 최적화 모델 선정
스핀들 형상 최적화 모델을 선정하기 위해 반응표면을 기반으로 Screening 방법을 적용하였다.
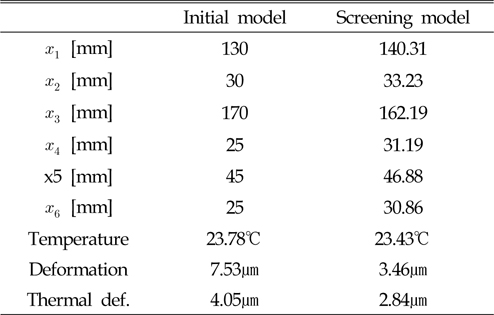
Screening 방법은 보통 예비설계에 사용되는 방법으로 난수생성에 의한 비 반복적인 샘플링 방법이다. Table 3은 최적화 모델과 초기 모델의 결과를 정리한 표이다. Screening 방법을 통하여 선정된 모델은 초기 모델의 4㎛ 정적변형이 감소하였으며, 열변위는 1.2㎛가 감소하였다.
5.2 최적화 모델의 해석결과 비교
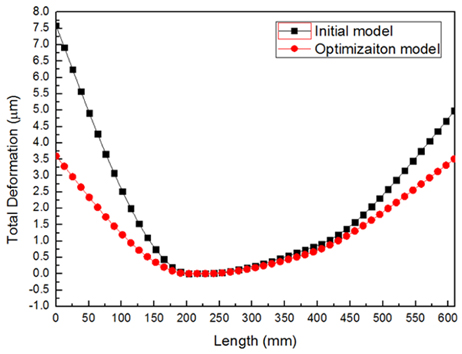
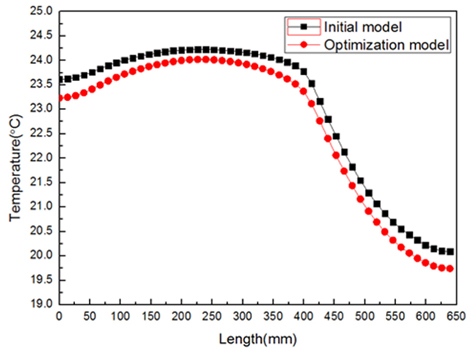
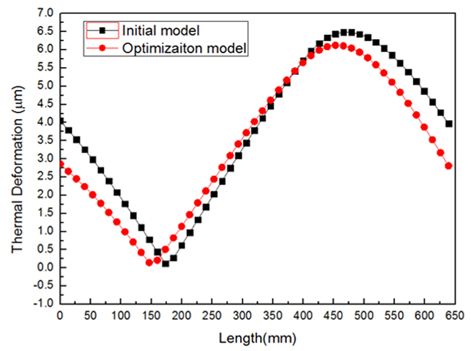
스핀들의 초기 모델과 최적화 모델의 해석 결과를 비교하였다. 해석조건은 예비해석과 동일한 조건으로 실시하였으며, Fig. 14는 스핀들의 초기 모델과 최적화 모델의 정적변형 결과를 비교한 그래프이다. 선단의 변위를 비교하면 초기 모델은 7.5㎛의 변위가 발생하였으며, 최적화 모델은 3.4㎛의 변위가 발생하였다. 이러한 이유는 반응표면분석 결과와 일치하며, 스핀들의 전반부 직경증가와 전, 후반부 길이가 정적변형에 유리한 표본점 구성되었기 때문이다. Fig. 15는 온도결과를 비교한 그래프이며, 전체적으로 0.5℃의 온도가 감소하였음을 확인할 수 있다. 이러한 원인은 반응표면분석 결과에 따라 스핀들의 직경이 증가할수록 단위면적당 전도되는 열의 양이 감소하였기 때문이다. Fig. 16은 열변위 결과를 비교한 그래프이며, 초기모델은 스핀들 선단에서 4㎛의 열변위가 발생하였지만 최적화 모델은 2.8㎛의 열변위가 발생하였다. 이러한 이유는 스핀들의 온도감소에 의한 영향으로 스핀들 주위의 열원이 감소하여 스핀들 선단에 적은 열원이 열전달 되었기 때문이다.
6. 결 론
공작기계의 가공정밀도 향상을 위해 반응표면분석을 통하여 스핀들 형상의 설계변수와 정적, 열적변형의 출력변수의 관계를 연구한 결과 아래와 같은 결론을 얻었다.
(1) 주효과도 분석결과 스핀들 중심의 스러스트 저널의 지름과 길이의 영향력은 적고, 스핀들 전반부와 후반부의 직경의 영향력이 가장 크다.
(2) 반응표면분석 결과 전체적으로 교호작용에 의해 최적조건의 변화가 상이하게 나타나며, 스핀들 형상을 정적변형에 최적화하기 위해서는 스핀들의 전반부의 길이와 직경이 클수록 좋다.
(3) 스핀들 형상의 열적변형을 최적화하기 위해서는 베어링과 윤활압력을 고려한 후 직경이 클수록 좋으며, 스핀들의 전, 후반부의 길이가 작을수록 좋다.
(4) Screening방법을 통하여 선정된 스핀들 형상은 초기모델에 비해 정적변형은 4.1㎛, 열변형은 1.2㎛ 감소하였으며, 가공정밀도 향상을 위한 초기 스핀들 형상 설계에 효율적일 것으로 판단된다.




