1. Introduction
Offshore construction generally refers to the installation of structures and facilities in the marine environment for the production and transportation of electricity, petroleum, gas, and other resources. The shipbuilding industry is growing globally owing to the increasing freight volume, and drilling rigs are also actively being constructed for the development of marine resources (
Lee et al., 2011;
Song et al., 2013;
Kim and Kim, 2018). High-strength steels are used to construct these offshore structures as they are becoming increasingly large and the environments in which they are used are becoming increasingly harsh. However, the possibility of microcracks developing in high-strength steels is high in harsh environments (variable load action), and cracks that have formed can grow rapidly. Microcracks can develop when processing materials and when transporting and installing these structures. To ensure the safety and reliability of offshore structures, initial defects that lead to microcracking should be rendered harmless.
Recently, many researchers have been actively attempting to render cracks harmless using peening. Peening effectively induces a compressive residual stress in high-strength steel (
Al-Hassani, 1982;
Al-Obaid, 1990;
Harada et al., 2007) and increases its fatigue life and strength (
Lee and Kim, 1997;
Benedetti et al., 2002). As the heat-affected zone of welds is prone to cracking, studies have been conducted on improving fatigue life and rendering cracks harmless by peening the weld toe (
Houjou et al., 2013a;
Fueki et al., 2015;
Fueki et al., 2019). Furthermore, studies simulating the behavior of steels with existing microcracks have been conducted to investigate the use of peening to render cracks harmless (
Takahashi et al., 2012;
Houjou et al., 2013b). A crack is determined to be harmless using the relationship between the stress intensity factor and the crack size based on the acting stress and compressive residual stress (
Nakagawa et al., 2014;
Ando et al., 2021;
Nam et al., 2021). Each stress intensity factor is evaluated using the Newman–Raju equation (
Newman and Raju, 1981) and API-RP579’s equation (
American Petroleum Institute, API, 2000). Equations to determine the threshold stress intensity factor of a microcrack have been proposed by
El Haddad et al. (1979),
Tange et al. (1991), and
Ando et al. (2019). In particular, Ando et al. proposed an evaluation equation that depends on the crack size, considering the peculiar plastic behavior and stress ratio of fatigue in high-strength steels. This equation can be used to evaluate the fatigue limit and the threshold stress intensity factor of microcracks in high-strength steels (
Ando et al., 2020;
Ando et al., 2021;
Park et al., 2020;
Park et al., 2021;
Kim et al., 2020).
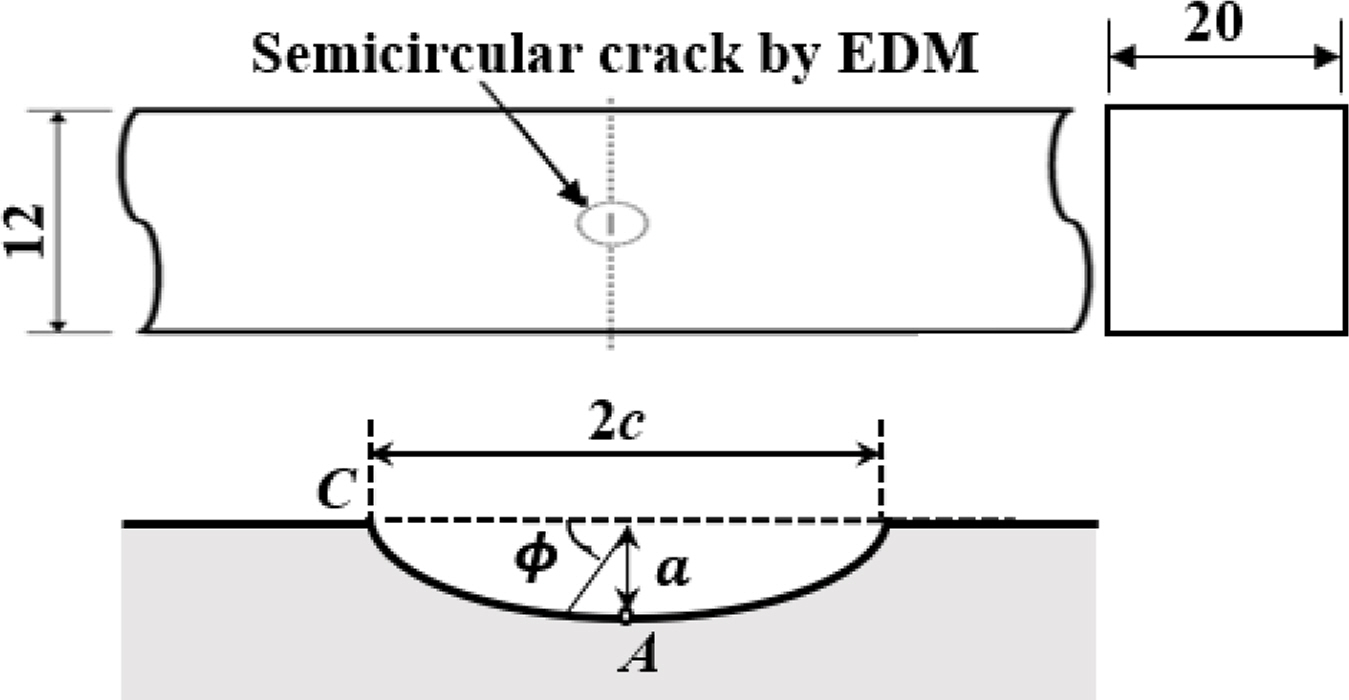
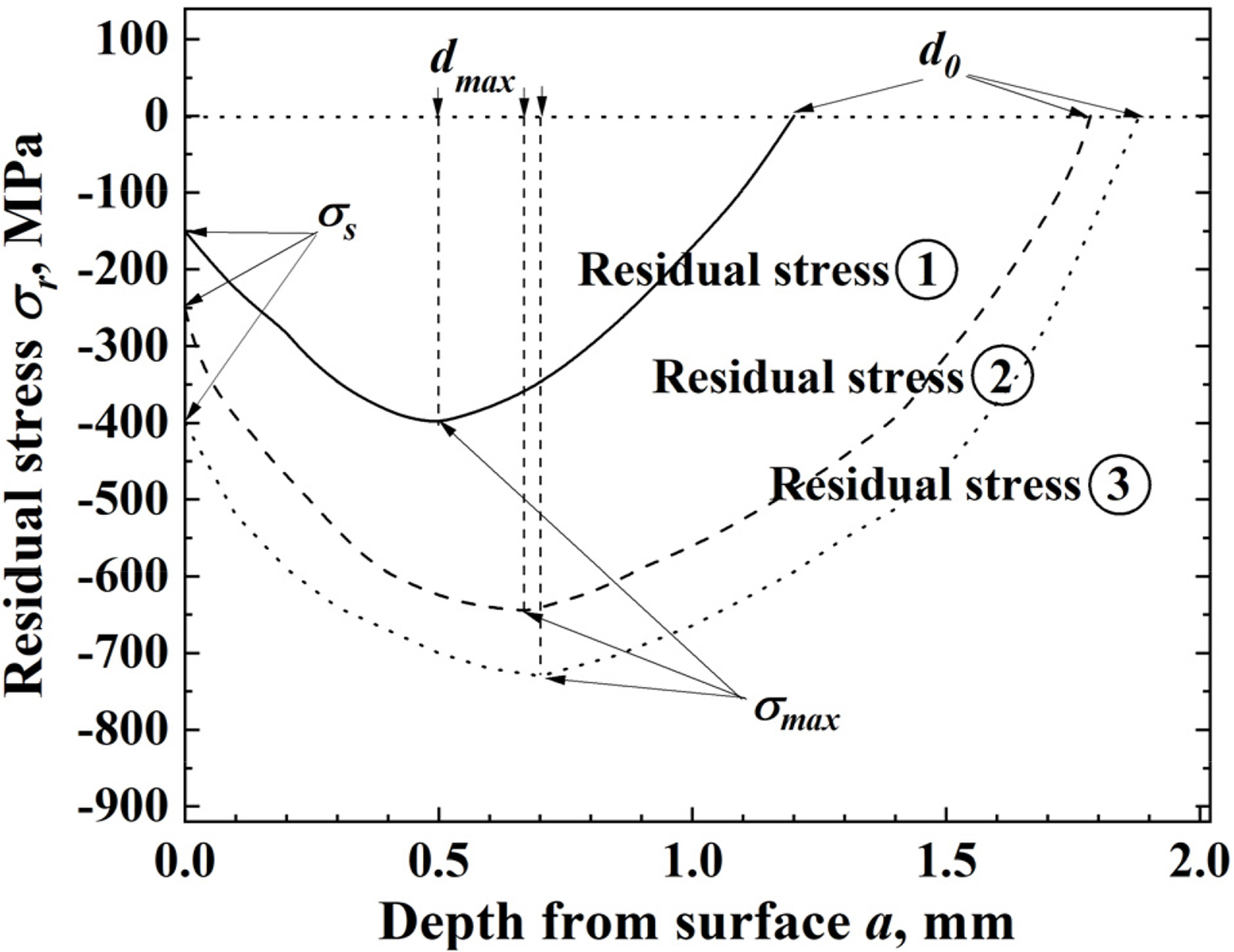
This study aimed to evaluate the dependence of the maximum depth of a harmless crack (ahlm) in needle peening (NP)-applied offshore structural steel F690 on the compressive residual stress distribution, threshold stress intensity factor range for large cracks (ΔKth (l)), and crack aspect ratio (As). Furthermore, we evaluated the maximum allowable crack depth at an assumed safety factor (N) (acrN ), the minimum detectable crack depth via nondestructive inspection and ahlm (aNDI ), and the crack aspect dependence of ahlm .
3. Results and Discussion
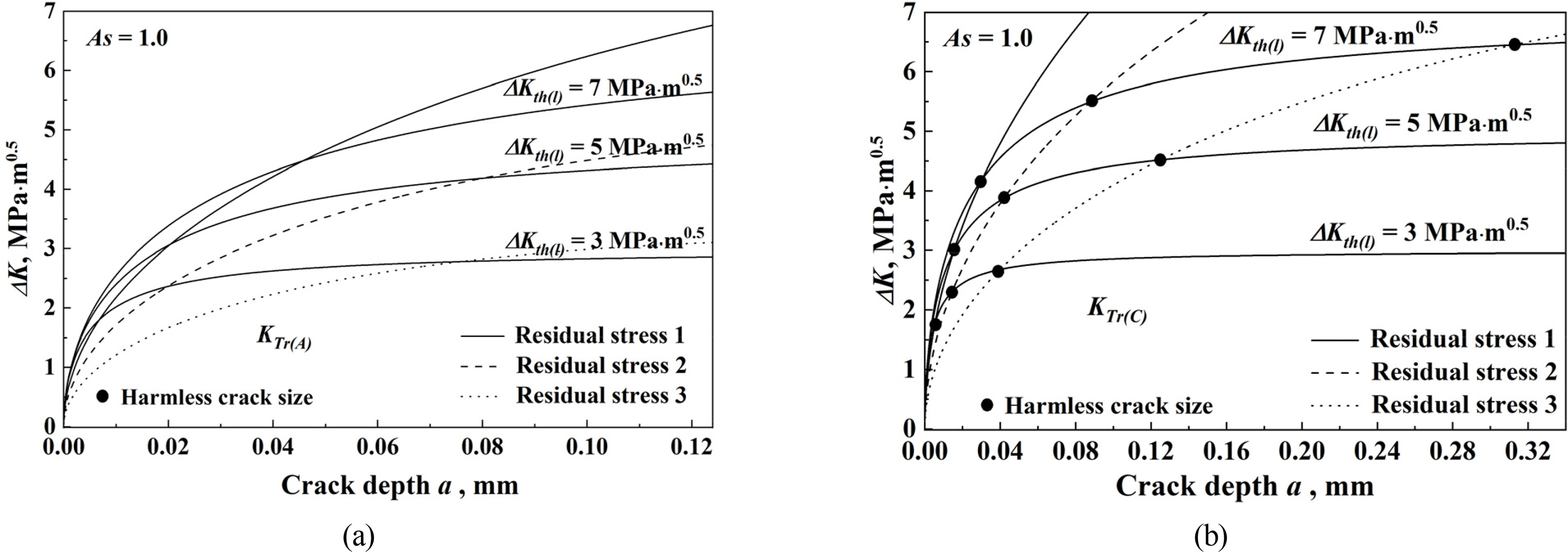
Fig. 3 shows the crack depth (
a) dependence of
ΔKth and
ΔKTr for residual stresses ①, ②, and ③ in the case of
As = 1.0.
Fig. 3(a) shows the results at point A, and
Fig. 3(b) shows the results at point C.
Eq. (7) expresses the condition for determining the maximum harmless crack dimensions using NP, and the small crack dimensions of point A and point C are selected. These crack dimensions are marked with ●. In the case of
As = 1.0,
ahlm values of residual stresses ①, ②, and ③ were determined at point C for all
ΔKth (l) .
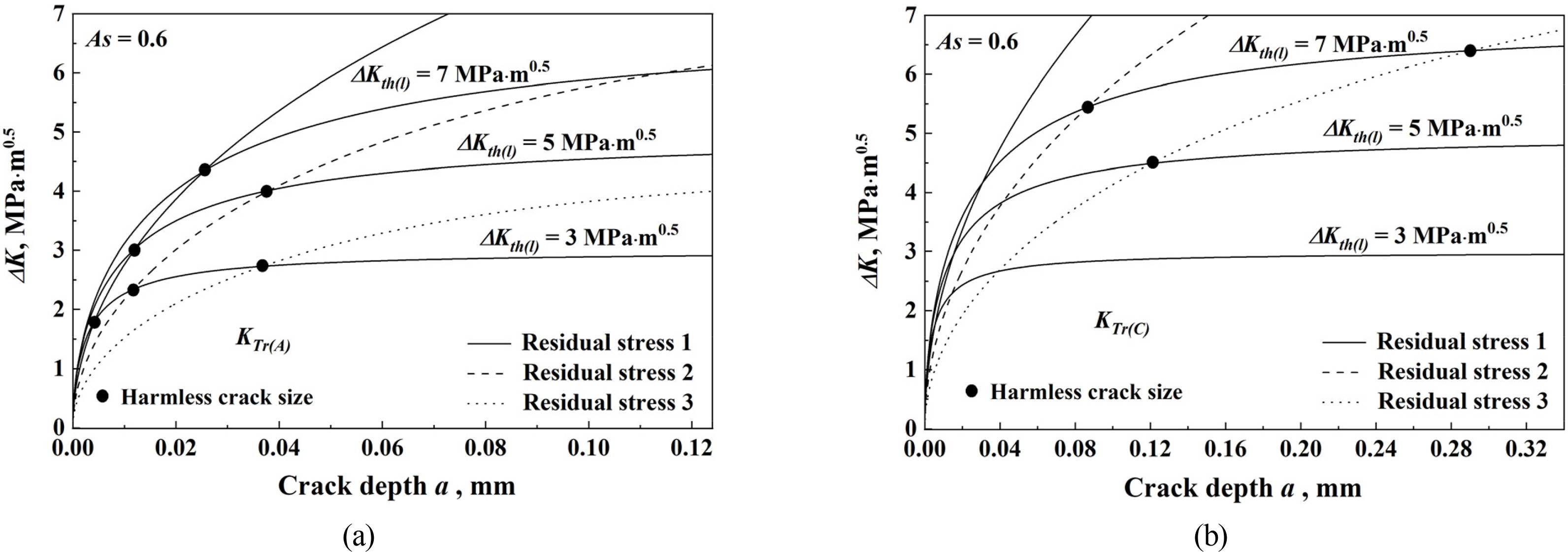
Fig. 4 shows the crack depth (
a) dependence of
ΔKth and
ΔKTr for residual stresses ①, ②, and ③ in the case of
As = 0.6.
Fig. 4(a) shows the results at point A, and
Fig. 4(b) shows the results at point C. In this case also, the crack dimensions that determine the maximum harmless crack dimensions are marked with ●. In the case of
As = 0.6,
ahlm of residual stress ① was determined at point A for all
ΔKth (l) . While
ahlm of residual stress ② was determined at point A in the cases of
ΔKth (l) = 3
MPam and
ΔKth (l) = 5
MPam, it was determined at point C in the case of . In contrast, of residual stress ③ was determined at point A in the case of
ΔKth (l) = 3
MPam and at point C in the cases of
ΔKth (l) = 5
MPamand
ΔKth (l) = 7
MPam.
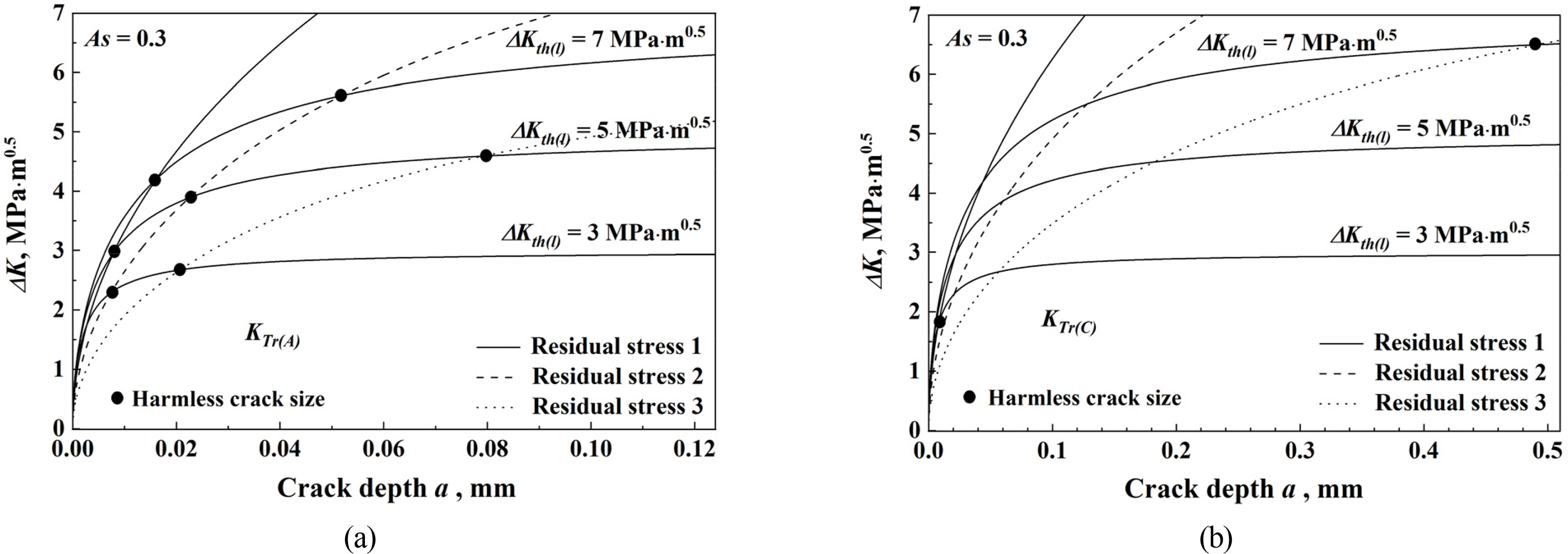
Fig. 5 shows the crack depth (
a) dependence of
ΔKth and
ΔKTr in the case of
As = 0.3 for residual stresses ①, ②, and ③.
Fig. 5(a) shows the results at point A,
Fig. 5(b) shows the results at point C. In this case also, the crack dimensions that determine the maximum harmless crack dimensions are marked with ●. In the case of
As = 0.3, of residual stress ① was determined at point A when
ΔKth (l) = 5
MPam and
ΔKth (l) = 7
MPam, but it was determined at point C when
ΔKth (l) = 3
MPam.
ahlm of residual stress ② was determined at point A for all
ΔKth (l) . In contrast,
ahlm of residual stress ③ was determined at point A when
ΔKth (l) = 3
MPam and
ΔKth (l) = 5
MPam and at point C when
ΔKth (l) = 7
MPam.
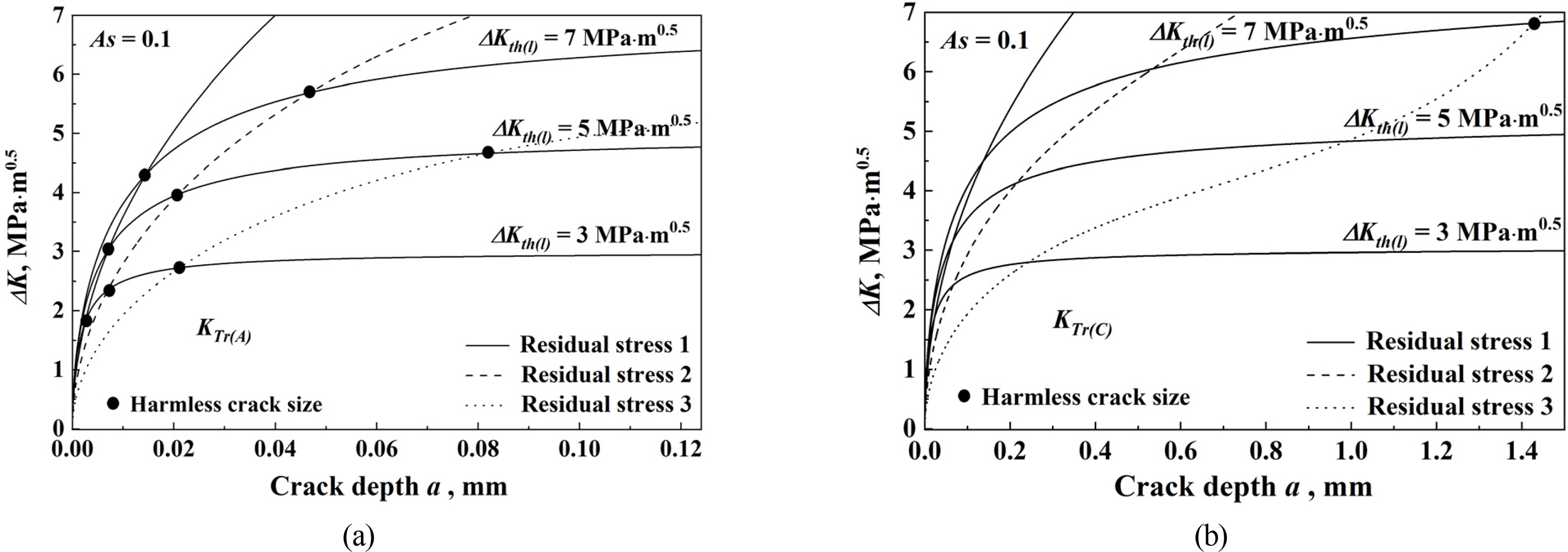
Fig. 6 shows the crack depth (
a) dependence of
ΔKth and
ΔKTr in the case of
As = 0.1 for residual stresses ①, ②, and ③.
Fig. 6(a) shows the results at point A, and
Fig. 6(b) shows the results at point C. In this case also, the crack dimensions that determine the maximum harmless crack dimensions are marked with ●. In the case of
As = 0.1,
ahlm values of residual stresses ① and ② were determined at point A for all
ΔKth (l) . However,
ahlm of residual stress ③ was determined at point A in the cases of
ΔKth (l) = 3
MPam and
ΔKth (l) = 5
MPam and at point C in the case of
ΔKth (l) = 7
MPam.
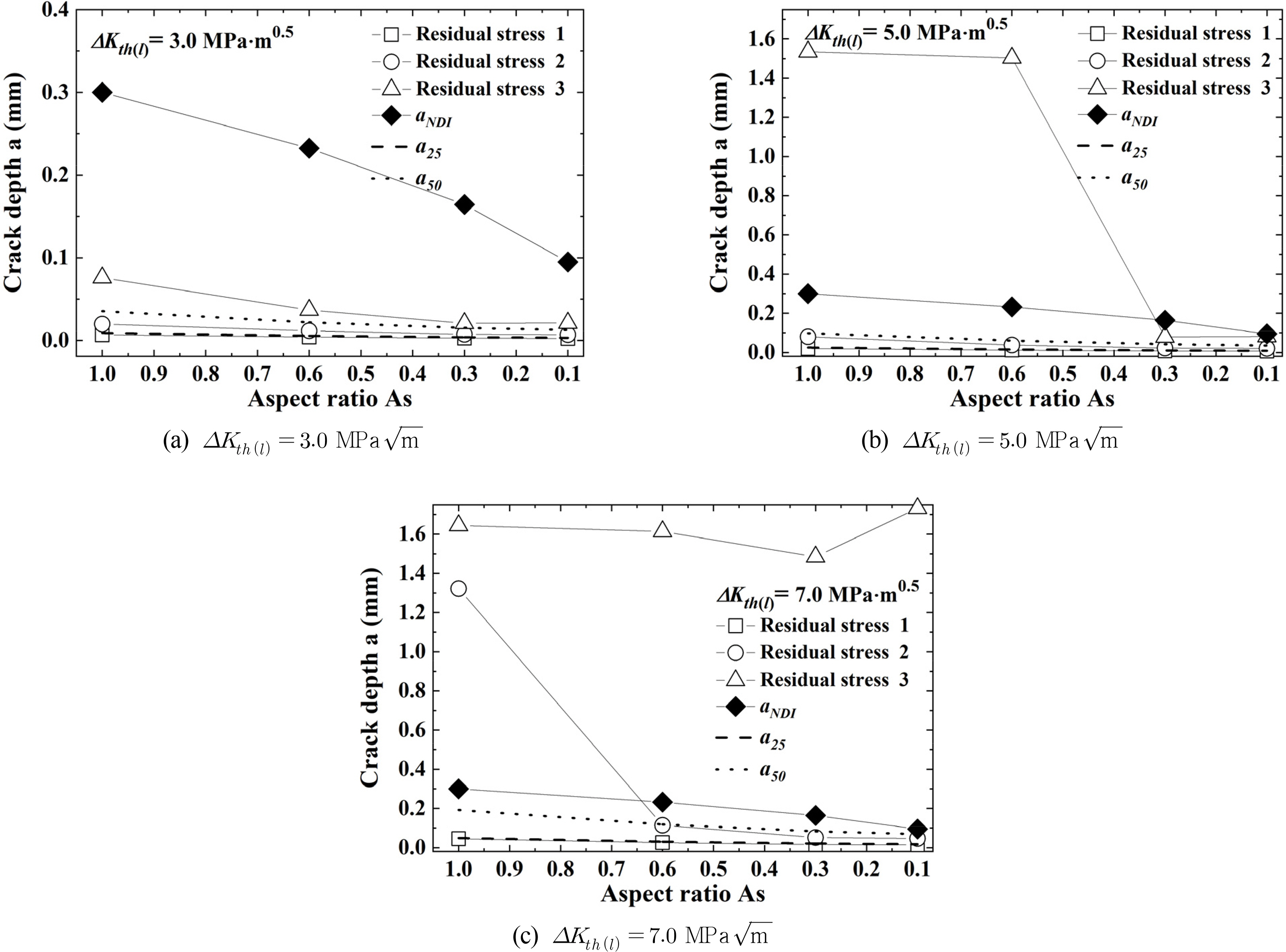
The surface crack nondamaging technology using NP is employed to ensure safety of structures.
Fig. 7 shows the crack aspect ratio dependence of
ahlm when using NP. In
Figs. 7(a), 7(b), and 7(c),
ΔKth (l) values are 3, 5, and 7
MPam, respectively.
ahlm was larger when the residual stress distribution was larger and deeper, indicating that
ahlm was considerably affected by the residual stress distribution. Furthermore,
As and
ΔKth (l) increased,
ahlm increased.
Fig. 7 shows the crack depths corresponding to fatigue limit reduction rates of 25 % and 50% (
a25,
a50) in the non-NP specimens. The crack depth showed a decreasing tendency
As decreased. Furthermore, the figure shows the relationship between
aNDI and
As, which was evaluated using
Eq. (9).
In
Fig. 7(a), since
ahlm of residual stress ① is below
a50, it cannot be rendered harmless. Since
ahlm of residual stress ② is below
a50, it can not be rendered harmless; however, since it is above
a25, it can be rendered harmless. Meanwhile, since
ahlm of residual stress ③ is above
a50, it can be rendered harmless. Based on this, residual stress ③ can ensure the safety of structures that use this material via the surface crack nondamaging technology. In contrast, the crack detection ability (◆) determined by the above-assumed non-destructive inspection is above
a50. Therefore, it is difficult to detect cracks of
a50 by using this non-destructive inspection, and it is necessary to apply a more sensitive non-destructive inspection technique.
In
Fig. 7(b), since
ahlm of residual stress ① is below
a25, it can not be rendered harmless. Since
ahlm of residual stress ② is above
a25, it can be rendered harmless. However, since it is below
a50, it cannot be rendered harmless.
ahlm of residual stress ③ can be rendered harmless since it is above
a50. Based on this, residual stress ③, determined using the surface crack nondamaging technology, can ensure the safety of structures that use this material. In contrast, the crack detection ability (◆) determined by the above-assumed non-destructive inspection is above
a50. Therefore, it is difficult to detect cracks of
a50 by using this non-destructive inspection, and it is necessary to apply a more sensitive non-destructive inspection technique.
In
Fig. 7(c), since
ahlm of residual stress ① is below
a25, it cannot be rendered harmless. Furthermore, since
ahlm of residual stress ② is above
a25, it can be rendered harmless; however, since it is below
a50 except for
ahlm of
As = 1.0, it cannot be rendered harmless.
ahlm of residual stress ③ can be rendered harmless since it is above
a50. Based on this, residual stress ③ can ensure the safety of structures that use this material via the surface crack nondamaging technology. In contrast, the crack detection ability (◆) determined by the above-assumed non-destructive inspection is above
a50. Therefore, it is difficult to detect cracks of
a50 by using this non-destructive inspection, and it is necessary to apply a more sensitive non-destructive inspection technique.
Based on this, residual stress ①, determined by the surface crack nondamaging technology, cannot ensure the safety of structures that use this material; however, residual stress ② with As = 1.0 and residual stress ③ can ensure the safety of structures. In contrast, since the crack detection ability (◆) determined by the non-destructive inspection assumed for residual stresses ② and ③ is above a50, this non-destructive inspection cannot detect cracks of a50.
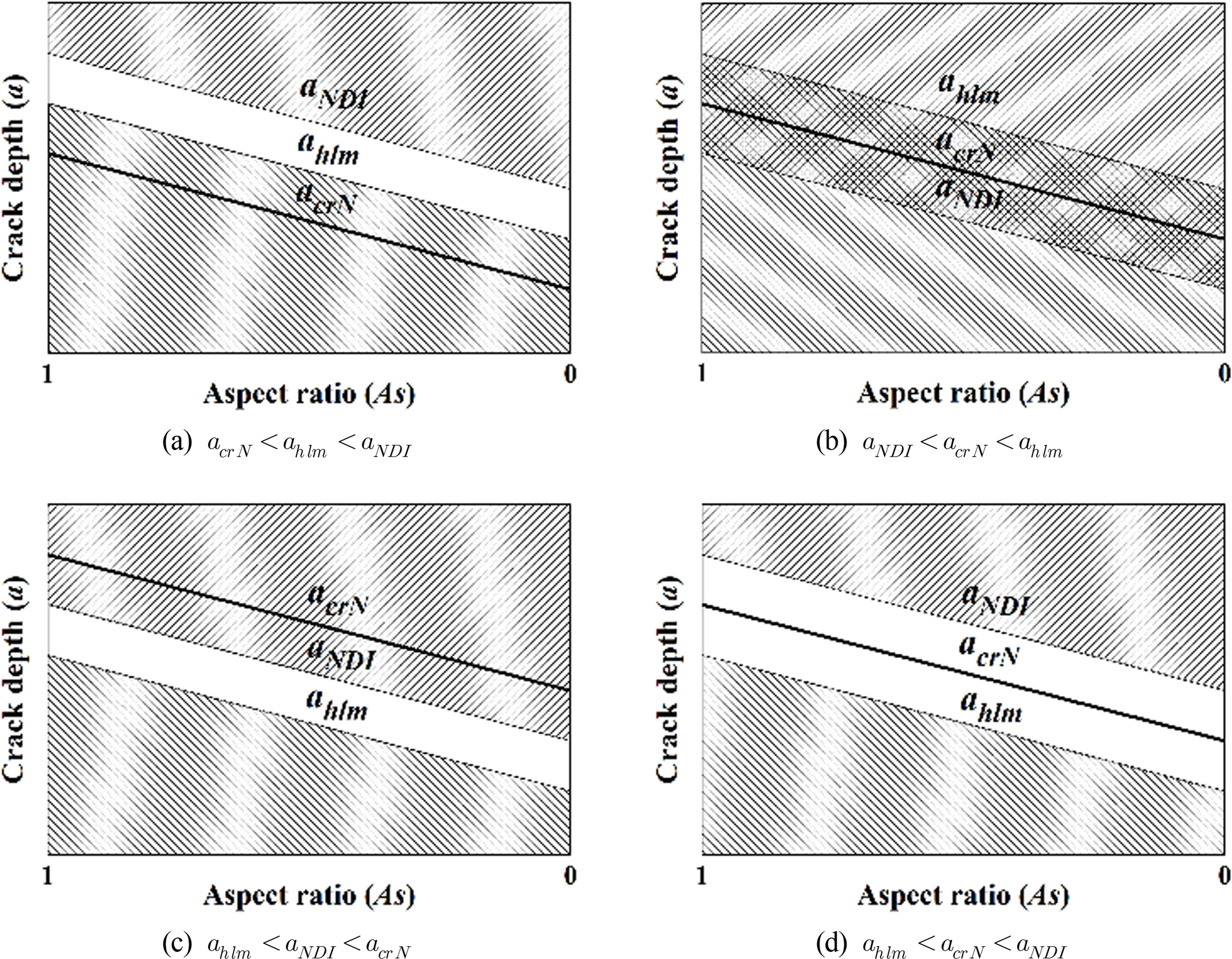
In
Fig. 8, examination results of the maintenance and reliability of fatigue failure using non-destructive inspection and surface crack nondamaging technology (
Nam et al., 2021) are shown. The schematic diagrams in
Figs. 8(a)–8(d) show
ahlm and
aNDI determined when using NP and the relationship between the crack depth (
acrN ), which reduces the fatigue limit to 1/N, and the crack aspect ratio (
As) when the safety factor is
N . In
Fig. 8(a), the condition is
acrN <
ahlm <
aNDI . Under this condition, the surface crack nondamaging technology can facilitate appropriate maintenance, but the non-destructive inspection cannot facilitate appropriate maintenance. In
Fig. 8(b), the condition is
aNDI <
acrN <
ahlm . Under this condition, both non-destructive inspection and the surface crack nondamaging technology can facilitate appropriate maintenance. If NP is performed after non-destructive inspection to ensure complete safety, it can contribute greatly to the shortening of the periodic inspection period because it is required to detect only cracks that are deeper than the crack depth corresponding to
ahlm . In
Fig. 8(c), the condition is
ahlm <
aNDI <
acrN . Under this condition, non-destructive inspection alone can facilitate appropriate maintenance, and the surface crack nondamaging technology cannot facilitate appropriate maintenance. In
Fig. 8(d), the condition is
ahlm <
acrN <
aNDI . Under this condition, since
acrN is very small, it pertains to structural ceramics, and appropriate maintenance is impossible with non-destructive inspection and the surface crack nondamaging technology. However, peening forms significant residual stress in structural ceramics. Quality assurance can be provided for cracks caused by peening after self-healing.